Ваз размер поршней – . . . .
Поршневой палец ваз 2108 размеры. Шатунно-поршневая группа
После разборки двигателя тщательно очистите, промойте и просушите все детали.1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
 2. Прочистите отверстия для стока масла подходящим куском проволоки.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
 3. Проверьте зазоры между кольцами и канавками на поршне.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
 4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
 5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами. 6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…  7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
 8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
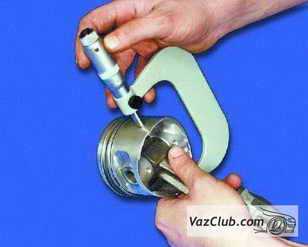
 9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
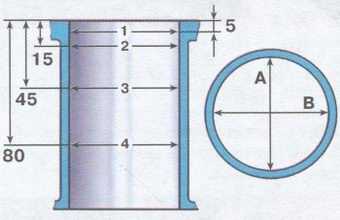 Рис. 4.9. Места измерения зазоров цилиндра
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
Таблица 4.1 Номинальные размеры цилиндров и поршней
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра.
Руководство по разборке и сборке двигателя лада 2108, регулировка зазоров в клапанах. Неисправности в шатунно-поршневой группе лада 21099. Регулировка ремня привода генератора. Этапы снятия и установки ремня распределительного вала. Замена фильтра лада 2109. Осмотр блока цилиндров ваз 21099, ваз 2108, ваз 2109. Поршень и шатун Порядок разборки и сборки двигателя Ваз 2108, Ваз 2109, Ваз 21099 своими руками ремонт двигателя двигатель, дефектовка и ремонт
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы лада спутник.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа | Модель двигателя ВАЗ-2108 | Модель двигателя ВАЗ-21083 | ||
Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра ваз 2108, ваз 2109, ваз 21099. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
ПОРЯДОК ВЫПОЛНЕНИЯ
|





Примечание 1
Примечание 2
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Классы поршневых пальцев и поршнейКласс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
пальца | поршня | |||
|
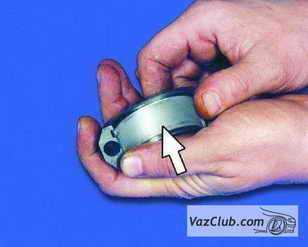
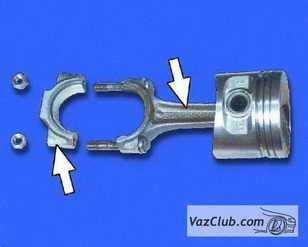
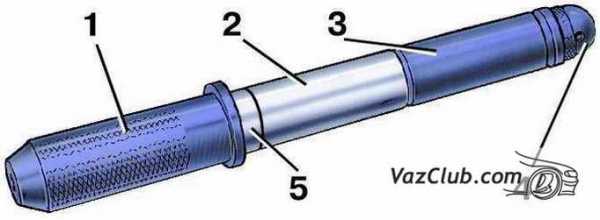

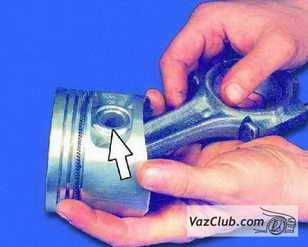





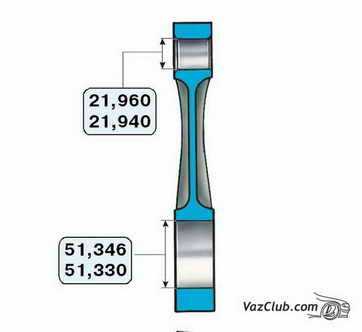
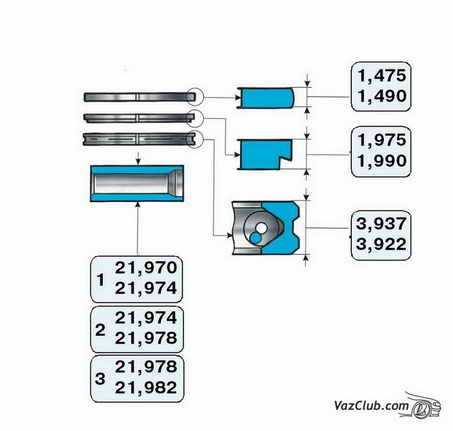
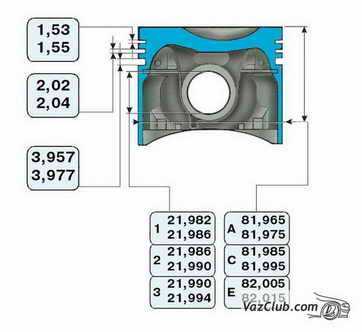
Рис. 2.38. Основные размеры шатунно-поршневой группы
Основные размеры шатунно-поршневой группы даны на .
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 51,5 мм от днища поршня.
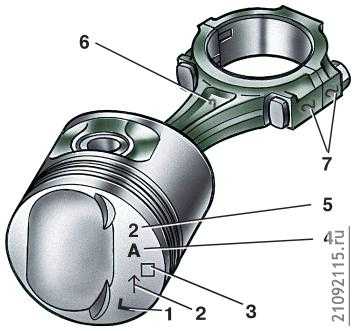
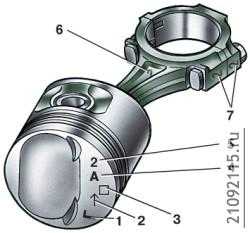
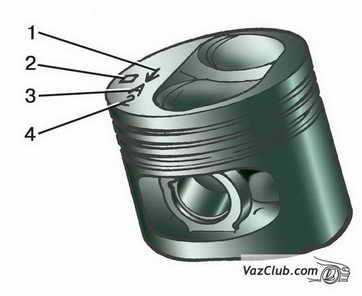
Рис. 2.39. Маркировка поршня и шатуна: 1 – группа поршня по массе; 2 – стрелка для ориентирования поршня в цилиндре; 3 – ремонтный размер; 4 – класс поршня; 5 – класс отверстия для поршневого пальца; 6 – отверстие для выхода масла; 7 – номер цилиндра
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня ().
По массе поршни сортируются на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: «Г», «+» и «–». На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. ).
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от
диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов:
A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм,
второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную
на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца
ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного
размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа | Модель двигателя ВАЗ-2108 | Модель двигателя ВАЗ-21083 | ||
Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Примечание 2
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
пальца | поршня | |||
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от
диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов:
A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм,
второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную
на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца
ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного
размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа | Модель двигателя ВАЗ-2108 | Модель двигателя ВАЗ-21083 | ||
Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Примечание 2
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
пальца | поршня | |||
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
icaev.ru
Описание и особенности шатунно-поршневой группы Ваз 2113-2114-2115
Описание ШПГ.
Устройство поршневой группы ваз 2114, поршни и кольца ваз 2115, проверка группы ваз 2113. Эксплуатация систем двигателя автомобиля лада 2115. Устранение неисправностей в системах лада 2114: выхлопа, охлаждения, питания, смазки. Рекомендации по ремонту: головки цилиндров лада 2113, поршневой группы, блока цилиндров.
На рисунках обозначены размеры шатунно-поршневой группы ваз 2115
Поршень вылит из алюминиевого сплава, Поршни делятся на 5 классов: А, В, С, D, Е, шаг которых составляет 0,01 миллиметра.,
Окружность поршня следует измерять в зеркальной плоскости поршневому пальцу, на расстоянии 55 миллиметров от днища.
Под поршневой палец лада самара 2 классификация поршней делится на 3 группы (1, 2, 3), шаг которых составляет 0,004 миллиметра. Группа поршня обозначется на днище.
По массе поршни делят на 3 группы: уменьшенная “Г”, нормальная “+”, увеличенная “-“. Масса поршня обозначается на днище. В блоке цилиндров все поршни должны быть установлены одной массы.
Ремкомплекты поршней производятся с увеличенным диаметром: на 0,4 миллиметра обозначается в виде треугольника, на 0,8 миллиметра соответствует маркировка в виде квадрата.
Обозначение в виде стрелки указывает на расположение поршня в блоке цилиндров относительно распредвала, стрелка обязательно должна быть направлена в сторону распредвала.
Поршневой палец полый, вылет из стального сплава, поршневой палец фиксируется при помощи стопорных колец. По диаметру поршневые пальцы ваз 2113 квалифицируются на 3 класса, шаг которых составляет 0,04 миллиметра. Метка синего цвета обозначает 1-й класс, метка зеленного цвета обозначает 2-й класс, метка красного цвета обозначает 3-й класс.
Поршневые кольца вылиты и чугунного сплава. Верхнее кольцо – характеризуется хромированным покрытием поверхности, среднее кольцо характеризуется скребковым типом, на нижнем кольце можно разглядеть хромированные кромки с пружиной.
Ремкомплект поршневых колец характеризуется маркировками “40” и “80”

Изготовлен из стального сплава, кованого типа. На шатунах наносится порядковый номер цилиндра ваз 2115, в который они должны быть установлены.
Делят на 3 группы, шаг которых составляет 0,004 миллиметра. Номер группы шатуна выбит на его крышке.
Шатуны делят на группы, в зависимости от массы, при сборке шатунно-поршневой группы шатуны ваз 2114 должны быть установлены одной массы.
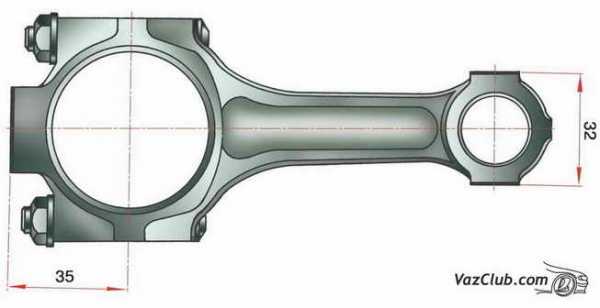
При подгонке массы металл можно удалять до размеров 32 и 33 миллиметра.
vazclub.com
Поршневые кольца
Поршень и цилиндр двигателя внутреннего сгорания имеют близкие размеры, однако, с какой бы высокой точностью они не изготавливались, между ними все равно остается зазор, через который в картер могли бы свободно проходить газы, образующиеся в результате сгорания рабочей смеси, а из картера в камеру сгорания попадало бы моторное масло. Для предотвращения этих крайне нежелательных явлений применяются поршневые кольца.
Они представляют собой незамкнутые кольца, посаженные с небольшим зазором в предназначенных для этой цели поршневых канавках. По своему предназначению они делятся на две группы:
- компрессионные, задача которых состоит в предотвращении прорыва газов из камеры сгорания в картер двигателя;
- маслосъемные, предназначенные для удаления излишков моторного масла со стенок цилиндров.
Компрессионные поршневые кольца имеют наружный диаметр немного больше диаметра цилиндра. Чтобы деталь могла поместиться внутри, в ней делается вырез, называемый замком. Поверхность компрессионного кольца изготавливается ровной, без каких-либо выемок. Маслосъемные кольца, в отличие от них, имеют сквозные прорези, предназначенные для отвода масла.
Количество колец, устанавливаемых на один поршень, может варьироваться. На заре автомобильной эры, когда двигатели были тихоходными, чтобы как можно лучше справиться с потерями компрессии, их количество доходило до семи. В современных двигателях для каждого поршня, как правило, применяется три: два компрессионных и одно маслосъемное. У спортивных автомобилей с высокооборотистыми форсированными моторами инженеры довольно часто ограничиваются и вовсе двумя.
Какие материалы применяются для изготовления поршневых колец
При изготовлении колец применяются различные материалы, такие, как чугун, нержавеющая сталь, хром и молибден. Чугун сочетает в себе невысокую стоимость и достаточно высокие эксплуатационные характеристики, чем вызвано его широкое распространение.
В состав нержавеющей стали входит большое количество хрома для увеличения жаростойкости и сопротивляемости износу. Благодаря этому кольца из «нержавейки», как и хромированные, лучше сопротивляются высоким температурам, нежели чугунные. Поскольку первое компрессионное кольцо работает в условиях недостатка смазки, необходимо учитывать и этот фактор при выборе материала для него. Как нельзя лучше для покрытия подходит все тот же хром. Хромированные изделия намного лучше сопротивляются истиранию.
Молибден применяется в качестве покрытия рабочей части колец с целью увеличения их ресурса. Помимо этого, молибденовые поршневые кольца быстрее прирабатываются к стенкам цилиндров, что особенно важно в случае их замены при проведении капитального ремонта двигателя.
Анатомия поршневых колец
Не следует думать, что для всех колец из комплекта применяется один и тот же металл. На применяемый материал основное влияние оказывает расположение поршневых колец на поршне. Поскольку все поршневые кольца работают в разных условиях, то и требования, предъявляемые к сплавам, из которых они изготовлены, различны.
Первое компрессионное кольцо
В наиболее тяжелых условиях находятся первые компрессионные кольца, поэтому к ним предъявляются наиболее высокие требования по жаростойкости и сопротивляемости износу. Чаще всего их изготавливают из чугуна с противоизносной вставкой из молибдена.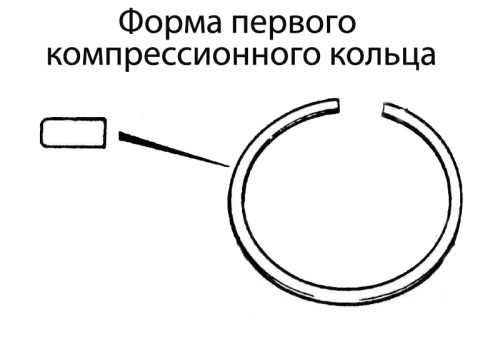
На первый взгляд все компрессионные кольца выглядят одинаково, однако их конфигурация может существенно различаться. Например, верхнее может быть немного перекручено. В результате с поверхностью цилиндра контактирует только его кромка, а не вся поверхность. Благодаря этому, уменьшаются потери на трение, и сокращается время приработки.
Другой тип – компрессионные кольца с L-образным участком. Их отличительная особенность – способность менять степень уплотнения в зависимости от давления, оказываемого рабочими газами на тыльную часть большого L-образного выступа. Под давлением они расширяются, улучшая компрессию (во время такта сжатия), когда давление уменьшается, диаметр наоборот, уменьшается, при этом уменьшается трение и износ деталей. Какие из колец лучше, каждый решает сам, поскольку у всех имеются свои преимущества.
Второе компрессионное кольцо
Условия его работы менее напряженные, поэтому требования, предъявляемые к материалу, из которого оно изготовлено, менее жесткие. Второе компрессионное кольцо выполняет двойную задачу:
- обеспечивает дополнительное уплотнение, задерживая газы, прорвавшиеся через первое;
- работает наподобие скребка, препятствуя попаданию моторного масла в камеру сгорания.
Нередко вторые компрессионные кольца имеют форму усеченного конуса, т.е. диаметр верхней части меньше, чем диаметр нижней. Благодаря такой конструкции, при движении поршня вниз со стенок цилиндра удаляется масло.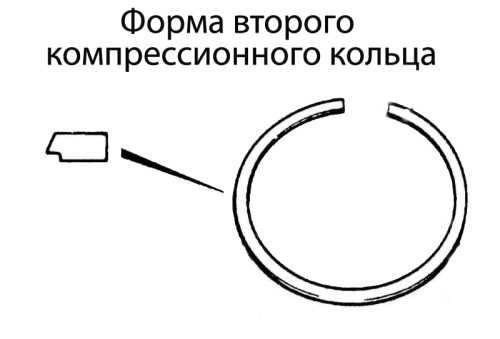
Оба компрессионных кольца имеют только одно правильное положение для установки, переворачивать их ни в коем случае нельзя, иначе они будут неправильно работать. Для предотвращения ошибок при монтаже на их верхней стороне ставится маркировка, например, «Т» или «TOP».
Маслосъемные кольца
Они устанавливаются под компрессионными. В отличие от последних, их поверхность не сплошная, она имеет окошки, предназначенные для отвода моторного масла. В современных двигателях маслосъемные кольца устанавливаются по одному на каждый поршень, раньше они устанавливались по несколько, особенно в двигателях, предназначенных для стационарного использования.
Подбор запчастей
При выполнении капремонта двигателя необходимо правильно подобрать поршневые кольца, поскольку неправильный подбор приведет либо к отсутствию необходимой компрессии, либо к заклиниванию поршней в цилиндрах с последующим разрушением колец и образованием многочисленных задиров на поршнях и стенках цилиндров. Рассмотрим на примере двигателя ВАЗ-2111, как правильно подобрать нужные детали.
Существует таблица ремонтных размеров поршней и колец, с помощью которой подобрать подходящий диаметр деталей достаточно легко. Базовый диаметр цилиндров мотора ВАЗ-2111 составляет 82 мм, ремонтные поршни имеют увеличенный диаметр: на 0,4 мм для первого ремонта и на 0,8 мм – для второго. Кольца под ремонтные размеры также имеют увеличенный диаметр, и на них проставляется соответствующая маркировка.
В общих чертах процесс капремонта двигателя ВАЗ-2111 выглядит так: цилиндры растачиваются под первый ремонтный размер, при этом оставляется небольшой припуск на хонингование. Затем старые поршни заменяются на новые увеличенного диаметра, и на них монтируются поршневые кольца первого ремонтного размера.
Таблица ремонтных размеров существует для всех двигателей, и подобрать нужный диаметр не составит труда для любого мотора, будь то двигатель ВАЗ или Субару.
| Модель двигателя (ВАЗ) | Размер колец (мм) | ||
|---|---|---|---|
| нормальный | 1-й ремонтный | 2-й ремонтный | |
| 2101, 2103, 2108, 21081, 1111 | 76 | 76,4 | 76,8 |
| 21011, 2105, 2106, 2121 | 79 | 79,4 | 79,8 |
| 21082, 21213, 2110, 11113 | 82 | 82,4 | 82,8 |
Какие кольца лучше
Вопрос, какие поршневые кольца лучше приобрести для замены, не дает покоя многим автовладельцам. При имеющемся многообразии выбор сделать нелегко. Ответить можно так: если цель замены– восстановление нормальной работоспособности мотора, вполне достаточно штатных, если же владелец хочет улучшить характеристики двигателя, лучше обратить внимание на более «навороченные» изделия, например, хромированные или молибденовые.
znanieavto.ru
шатунно-поршневая группа двигателя ваз 2110 | ваз 2111
Особенности устройства шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
Основные размеры шатунно-поршневой группы даны на рис. 2-34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ваз 2108, ваз 2109.
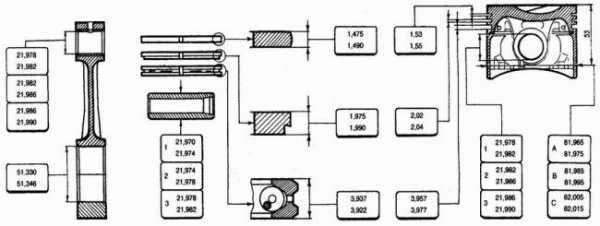
Рис. 2-34. Основные размеры шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
Поршень — алюминиевый, литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня. По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2-35). Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Поршневые кольца ваз 2110 || ваз 2112 изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2-35). В верхнюю головку шатуна запрессована стале-бронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2-1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2-36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
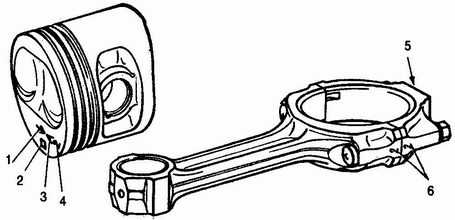
Рис. 2-35. Маркировка поршня и шатуна:
1 — стрелка для ориентирования поршня в цилиндре; 2 — ремонтный размер; 3 — класс поршня; 4 — класс отверстия для поршневого пальца; 5 — классы шатуна по массе и по отверстию в верхней головке; 6 — номер цилиндра
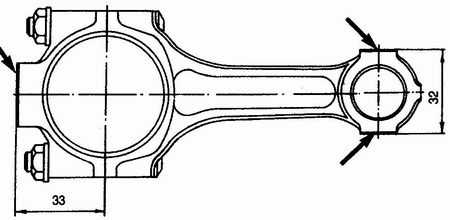
Рис. 2-36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
Таблица 2-1
| Масса головок шатуна | Класс | Цвет маркировки | |
| верхний | нижний | ||
| 184±2 | 489±3 495±3 501±3 | Ф Л Б | Красный Зеленый |
| 188±2 | 489±3 495±3 501±3 | Х М В | |
| 192±2 | 489±3 495±3 501±3 | Ц Н Г | Голубой |
Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. При разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть использованы снова. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2-37) и не выпадал из него, если держать поршень как показано на рис. 2-38. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка „Верх“ или „ТОР“, то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
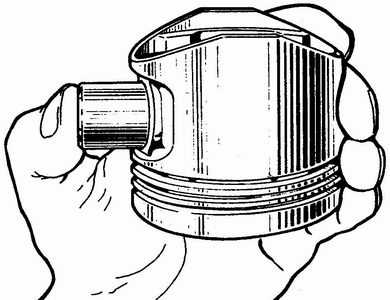
Рис. 2-37. Поршневой палец должен устанавливаться нажатием большого пальца руки
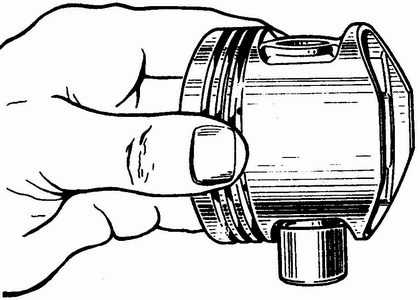
Рис. 2-38. Проверка посадки поршневого пальца
Проверка технического состоянияОчистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2-39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца составляет 0,04-0,07 мм, для нижнего — 0,03-0,06 мм и для маслосъемного — 0,02-0,05 мм. Предельно допустимые зазоры при износе — 0,15 мм. Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2-40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25-0,45 мм для всех новых колец. Предельно допустимый зазор при износе — 1 мм.
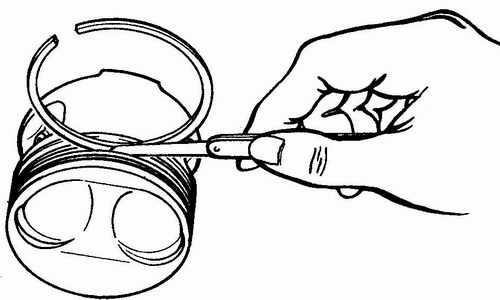
Рис. 2-39. Проверка зазора между поршневыми кольцами и канавками

Рис. 2-40. Проверка зазора в замке колец
Оцените статью: Поделитесь с друзьями!tuningtaza.ru
ШАТУННО-ПОРШНЕВАЯ ГРУППА
Особенности устройства
|
Рис. 2–34. Основные размеры шатунно-поршневой группы |
Основные размеры шатунно-поршневой группы даны на рис. 2–34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ВАЗ–2108, ВАЗ–2109.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
|
Рис. 2–35. Маркировка поршня и шатуна: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра |
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2–35).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2–35).
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2–1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Таблица 2–1
Классы шатунов по массе верхней и нижней головок
|
Рис. 2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна |
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2–36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому при разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
|
Рис. 2–37. Поршневой палец должен устанавливаться нажатием большого пальца руки |
|
Рис. 2–38. Проверка посадки поршневого пальца |
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2–37) и не выпадал из него, если держать поршень как показано на рис. 2–38.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45о к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180о к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90о к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2–34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
|
Рис. 2–39. Проверка зазора между поршневыми кольцами и канавками |
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2–39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
|
Рис. 2–40. Проверка зазора в замке колец |
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2–40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
carmanz.com