Блок цилиндров ваз – —
Из Чего Сделан Блок Цилиндров
Блок цилиндров ВАЗ.
Конструкция блока цилиндров.
Блок цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
 |  |
Блок цилиндров ВАЗ 2103 | Блок цилиндров ВАЗ 2106 |
Конструкции блоков, для двигателей ВАЗ с продольным размещением в моторном отсеке, объеденены одним общим признаком — межцилиндровым расстоянием 95.00 мм.
Блок цилиндров ВАЗ изготавливают методом литья, используя для этого специальный высокопрочный чугун. Блок имеет четыре рабочих цилиндра. Цилиндры расположены на одной линии, в один ряд. Двигатели такой конструкции называют однорядными. Поверхность цилиндров формируется путем расточки тела блока и с последующей специальной шлифовкой — хонинговкой. Обработанную внутреннюю поверхность цилиндра называют – зеркалом цилиндра.
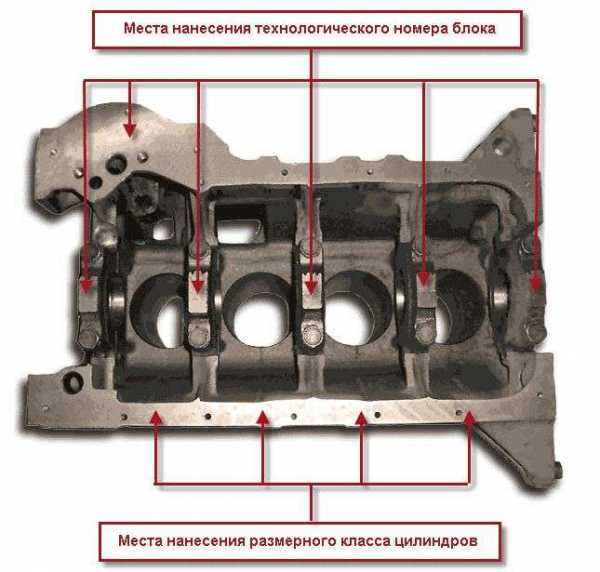
По результатам окончательной обработки, в зависимости от погрешности изготовления, каждому цилиндру присваивается один из пяти классов: А, В, С, D, Е. Разница размеров между классами составляет – 0.01мм. На нижней плоскости блока, напротив с каждого цилиндра, клеймом наносится маркировка класса цилиндра.
Блок имеет внутренние полости, которые образуют так называемую рубашку охлаждения. При работающем двигателе, в рубашке осуществляется циркуляция охлаждающей жидкости – обеспечивая отвод тепла. При данной конструкции, диаметр цилиндров и межцилиндровое расстояние позволяют иметь полости рубашки охлаждения между соседними цилиндрами. В своем развитии, конструкция «классического» блока претерпевала изменения в основном за счет увеличения диаметра цилиндров. Диаметр в 82,00 мм является предельным, для обеспечения прочностных характеристик, при сохранении полостей рубашки между цилиндрами.
Для установки коленчатого вала, в конструкции предусмотренно пять опор. Опоры служат основанием для коренных подшипников(коренные вкладыши). Фиксация коленвала и коренных вкладышей обеспечивается крышками коренных подшипников. Для обеспечения точности, крышки коренных подшипников растачиваются совместно с блоком цилиндров.
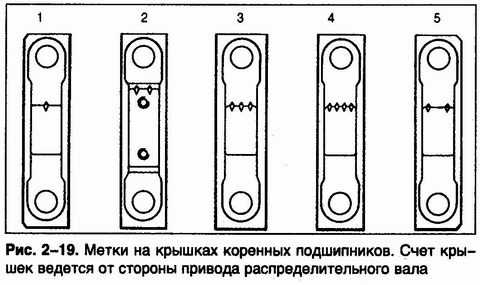
При сборке, каждая крышка, должна устанавливаться на опору, с которой она совместно обрабатывалась. Для выполнения этих требований, каждая крышка , имеет специальные метки в виде рисок. Они позволяют установить соответствие крышки той или иной опоре. Нумерация опор осуществляется от передней стенки блока. Кроме того на крышках выбит технологический номер блока цилиндров , с которым они совместно обрабатывались. Такой же номер выбит на нижней поверхности блока в плоскости разъема. Дополнительной страховкой от ошибочной установки, служат отверстия в крышке коренного подшипника. Их не симметричное расположение не позволит провести неправильную установку. Крышки крепятся к опорам специальными самоконтрящимися болтами.
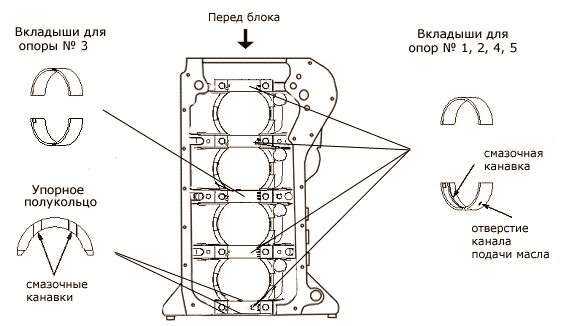
На задней, пятой, опоре имеются специальные выборки, предназначенные для установки упорных полуколец. Полукольца позволяют ограничить осевое смещение коленчатого вала. Максимально допустимой величиной осевого зазора считается величина — 0,35 мм. При увеличении зазора необходимо установить новые полукольца. Если после этого зазор все еще остается больше допустимого – требуется установка ремонтных полуколец с толщиной увеличенной на 0,127 мм. При установке, необходимо , чтобы поверхность полукольца, на которой имеются смазочные канавки, была обращена к стороне упорных поверхностей коленчатого вала.
При сборке двигателя следует обратить особое внимание на правильность установки вкладышей. Вкладыши с внутренней круговой проточкой, укладываются в опоры блока цилиндров «1», «2», «4», «5». В крышки коренных подшипников , укладываются вкладыши без внутренней канавки. Вкладыши для средней, третьей, опоры отличаются от остальных.
Устройство блока цилиндров двигателя: просто о сложном
Верхний и нижний вкладыш выполнены без проточек и имеют ширину большую чем остальные.
В передней левой части блока цилиндра, параллельно коленчатому валу , соосно запрессованы две втулки для установки валика привода масляного насоса и распределителя зажигания. При эксплуатации зазор между поверхностью валика и втулкой не должен превышать 0.15мм. При превышении зазора или при проворачивании втулок в гнездах, требуется их замена.
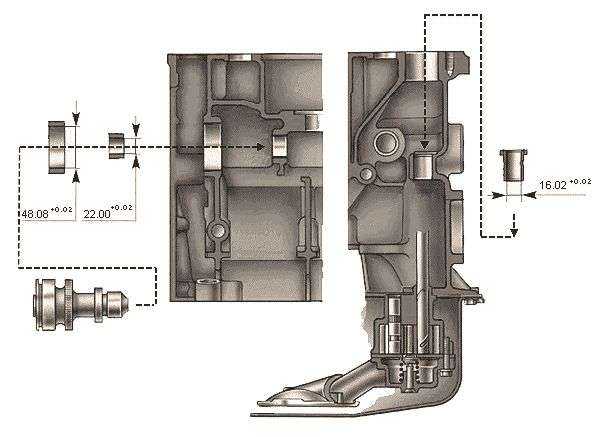
После запрессовки втулок производится их совместная обработка, специальной разверткой до размеров: 48,08+0.02мм — для передней и 22,00+0.02мм — для задней втулки. При замене передней втулки следует обеспечить совпадение смазочного отверстия втулки и масляного канала блока, в гнезде установки втулки.
В блок цилиндров устанавливается еще одна втулка – шестерни привода масляного насоса. После запрессовки, внутренний размер втулки доводится разверткой в размер – 16,02+0,02.
В передней части блока имеется полость, в которой размещаются механизмы газораспределения. Механизмы ГРМ закрываются крышкой, в которой установлен передний сальник коленчатого вала. С противоположной стороны к блоку крепится задняя крышка с сальником коленчатого вала. Описание, в полной мере относится к конструкции
Начиная с 2004 года, все блоки цилиндров производства ОАО «АВТОВАЗ», получили сквозную нумерацию. Каждому блоку, присваиваться идентификационный код . Код состоит из набора символов. Первый символ, буква или цифра, обозначает год изготовления детали. Остальные семь цифр – порядковый номер изделия.
В таблице указанно, каким символом обозначается соответствующий год изготовления.
| Код | 4 | 5 | 6 | 7 | 8 | 9 | А |
|---|---|---|---|---|---|---|---|
| Год выпуска блока цилиндров | 2004 | 2005 | 2006 | 2007 | 2008 | 2009 | 2010 |
Например, маркировка блока цилиндров «50007860» означает, что он изготовлен в 2005 году и имеет порядковый номер — 7860.
Код для блоков: ВАЗ 2123, ВАЗ 21214, ВАЗ 21213 начинается и заканчивается символом — «*». Поэтому маркировка блока, для данных моделей, содержит десять символов.
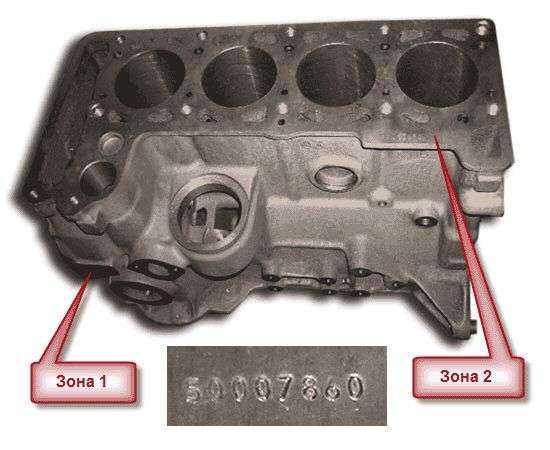
Первоначально маркировка блоков цилиндров ВАЗ: 2103, 2106, 21213, наносилась на площадке, возле масляного фильтра ( «Зона 1»), а для блоков: ВАЗ 2123 и ВАЗ 21214 – на приливе, в плоскости разъема с головкой блока ( «Зона 2»).
На сегодняшний день, практически все «классические» блоки маркируются в «Зоне 2».
С ОАО «АВТОВАЗ», для реализации, как запасные части, поступают только блоки цилиндров не в сборе («голые»). Блоки обработаны специальной защитной смазкой темного (почти черного) цвета, завернуты в промасленную и бумагу и упакованы в картонную коробку. На коробке имеется стандартная «заводская» наклейка с наименованием и номенклатурным заводским номером.
Смотреть дальше — «Основные размеры блоков».
Различные виды конструкций блоков цилиндров
У алюминиевых блоков цилиндров различные концепции и способы изготовления конкурируют друг с другом. При определении параметров блоков
цилиндров соответствующие технические и экономические преимущества и недостатки должны тщательно взвешиваться друг относительно друга.
Нижеследующие главы дают обзор различных видов конструкций блоков цилиндров.
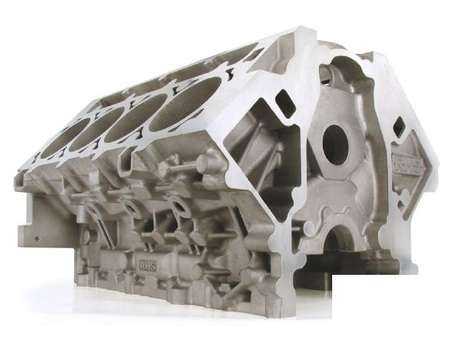
Монолитные блоки
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют ни мокрых гильз, ни привёрнутых основных плит в форме корпуса коренных подшипников — опорной плиты (Bedplate) (изобр. 1). Для получения определённых поверхностей или прочности монолитные блоки могут иметь, однако, соответствующие заливаемые части в зоне отверстий цилиндров (вставки из серого чугуна, LOKASIL®-Preforms), а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники. Последние, однако, не отражают ещё состояния техники.
 |
Изображение 1 |
Блоки из двух частей (с опорной плитой)
У данной конструкции крышки коренных подшипников коленчатого вала размещены совместно в отдельной опорной плите (изобр. 2). Опорная плита соединена резьбовыми соединениями с картером и усилена залитым в алюминий шаровидным графитом с целью уменьшения люфта в коренных подшипниках, соответственно, чтобы компенсировать большее удельное температурное расширение алюминия. Таким путём достигаются чрезвычайно жёсткие конструкции блоков цилиндров. Как и у монолитных блоков цилиндров, здесь в зоне отверстий цилиндров могут также быть предусмотрены заливаемые части.
 |
Изображение 2 |
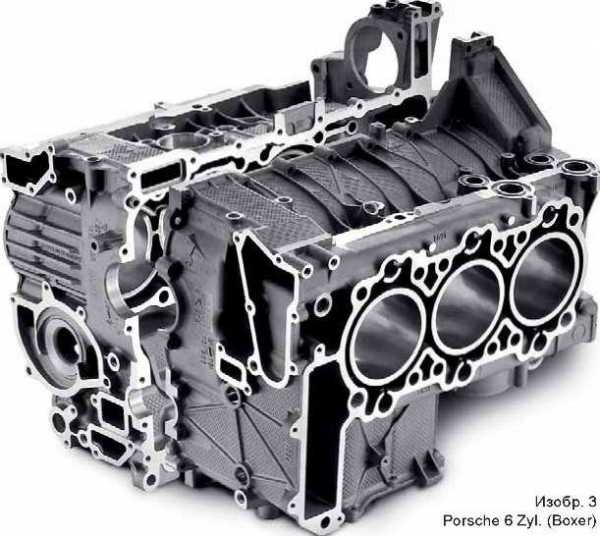
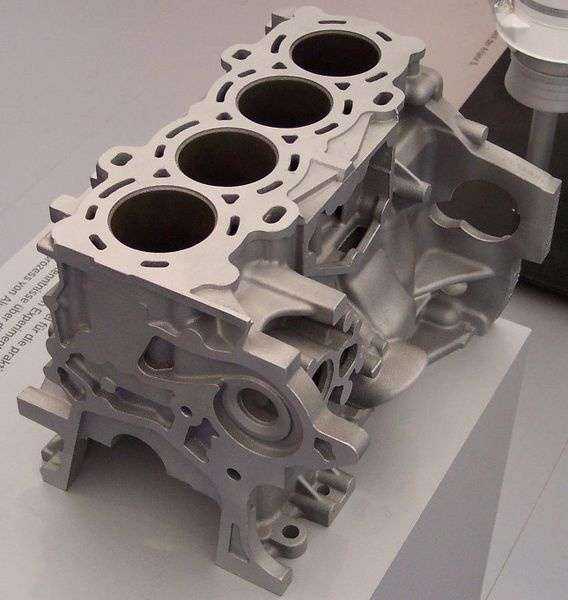
Конструкция «Open-Deck» с отдельными, свободно стоящими цилиндрами
У данной конструкции рубашка охлаждения открыта к плоскости разъёма головки блока цилиндров, и цилиндры стоят свободно в блоке цилиндров (изобр. 3). Перенос тепла от цилиндров к охлаждающему веществу, благодаря омыванию со всех сторон, равномерный и выгодный. Относительно большое расстояние между цилиндрами влияет, однако, у многоцилиндровых двигателей отрицательно на их конструктивную длину. Благодаря открытой кверху, относительно просто сконструированной полости для охлаждающего вещества, при изготовлении можно отказаться от применения песчаных стержней. Поэтому блоки цилиндров могут изготавливаться как методом литья под низким давлением, так и литьём под давлением.
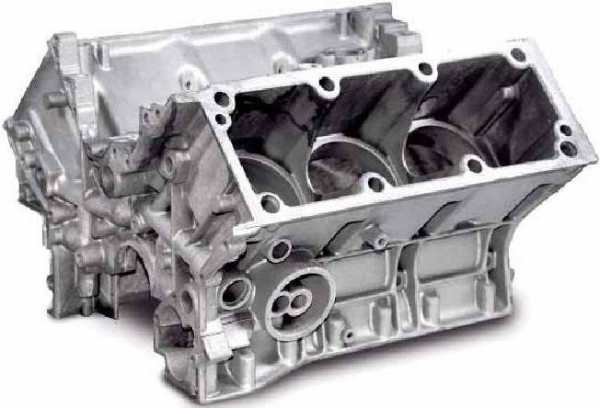
Конструкция «Open-Deck» с вместе отлитыми цилиндрами
Логическим выводом для уменьшения конструктивной длины блоков цилиндров со свободно стоящими цилиндрами является уменьшение расстояния между цилиндрами. Из-за сдвигания цилиндров они должны быть, однако, исполнены в совместной отливке (изобр. 4). Это положительно влияет не только на конструктивную длину двигателей, но при этом увеличивается и жёсткость в верхней части цилиндров. Таким путём, можно, напр., у шестицилиндрового рядного двигателя сэкономить 60-70 мм на конструктивной длине. Перемычка между цилиндрами может быть при этом уменьшена на 7-9 мм. Данные преимущества перевешивают тот недостаток, что при охлаждении рубашка охлаждения между цилиндрами получается меньше.
 |
Изображение 4 |
Конструкция «Closed-Deck»
При данной концепции блока цилиндров, в противоположность конструкции «Open-Deck», верх цилиндров до отверстий для входа воды со стороны головки блока цилиндров закрыт (изобр. 1). Это влияет особенно положительно на уплотнение головки блока цилиндров. Преимущества данной конструкции имеются, в особенности, и тогда, если существующий блок цилиндров из серого чугуна должен быть переведён в алюминий. Из-за сравнимой конструкции (уплотняемая поверхность головки блока цилиндров) головка блока цилиндров и уплотнение головки блока цилиндров не должны претерпеть никаких изменений, соотв., только незначительные.
По отношению к конструкции «OpenDeck» исполнение «Closed-Deck», естественно, труднее изготовить. Причиной является закрытая рубашка охлаждения и из-за этого необходимый песчаный стержень рубашки охлаждения. Также выдерживание узких полей допусков толщины стенок цилиндров усложняется при применении песчаных стержней.
Блок цилиндров двигателя
Блоки цилиндров «ClosedDeck» могут изготавливаться как методом свободного литья в формы, так и методом литья под низким давлением.
По причине соместно отливаемых цилиндров и возникающей благодаря этому более высокой жёсткости в верхней части цилиндров данная конструкция имеет, по сравнению с конструкцией «Open-Deck», большие резервы нагрузки.
 |
Изображение 1 |
Алюминиевые блоки цилиндров с мокрыми гильзами
Данные блоки цилиндров изготавливаются большей частью литьём из более дешёвого алюминиевого сплава и оснащаются мокрыми гильзами цилиндров из серого чугуна. Предпосылкой применения данной концепции является овладение конструкцией «Open-Deck» со связанной с ней проблематикой уплотнения. При этом речь идёт о конструкции, которая больше не применяется при серийном изготовлении двигателей легковых автомобилей. Типичным представителем производства KS был V6- блок PRV (Peugeot/Renault/Volvo) двигателя (изобр. 2).
Такие блоки цилиндров применяются в настоящее время только в спортивном и гоночном двигателестроении, где проблема затрат отступает, скорее, на второй план. Там применяются, однако, гильзы не из серого чугуна, а высокопрочные мокрые алюминиевые гильзы с рабочими поверхностями цилиндров, покрытыми никелем.
 |
Изображение 2 |
Исполнения рубашки охлаждения
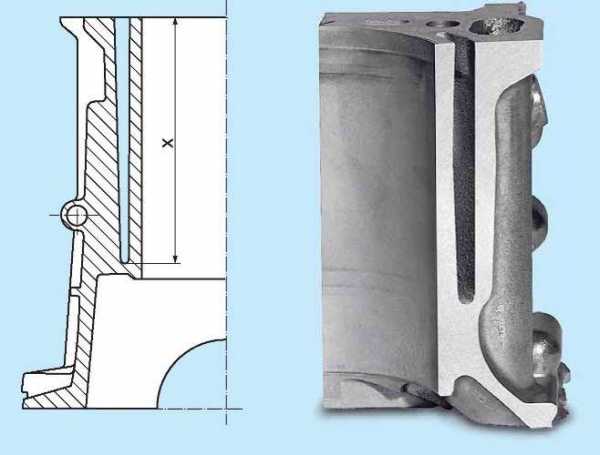
При переходе от блоков цилиндров из серого чугуна к блокам из алюминия стремились ранее к тем же конструктивным размерам при исполнении из алюминия, которые уже существовали в исполнении из серого чугуна. По этой причине глубина рубашки охлаждения (размер «X»), окружающей цилиндр, соответствовала у первых алюминиевых блоков вначале только до 95% длины отверстий цилиндров (изобр. 3).
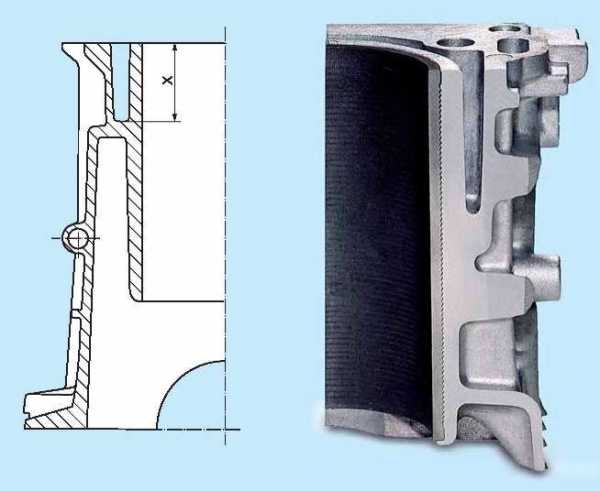
Благодаря хорошей теплопроводности алюминия как рабочего материала глубина рубашки охлаждения (размер «X») смог быть выгодно уменьшен до величины от 35 до 65 % (изобр. 4). Благодаря этому был уменьшен не только объём воды, и, тем самым, вес двигателя, но и также был достигнут более быстрый нагрев воды для охлаждения. Благодаря укороченному, сберегающему мотор времени нагрева сокращается также время нагрева катализатора, что особенно благоприятно влияет на выделение вредных веществ.
В производственно-техническом отношении уменьшенные глубины рубашки охлаждения также принесли преимущества. Чем короче стальные литейные стержни для рубашки охлаждения, тем меньше тепла воспринимают они в процессе литья. Это сказывается как в большей стойкости формы, так и в увеличении производительности, благодаря уменьшению такта выпуска.
Изображение 3
Изображение 4
Болтовое соединение головки блока цилиндров
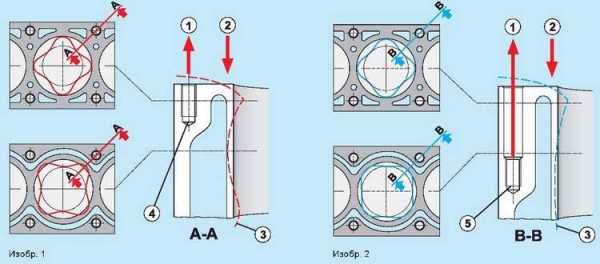
1. Усилие болта болтов крепления головки блока цилиндров /2. Уплотняющее усилие между головкой блока цилиндров и её уплотнением / 3. Деформация цилиндра (представлено очень утрированно) / 4. Находящаяся вверху резьба болта /5. Глубоко лежащая резьба болта
Для того, чтобы деформацию цилиндра при монтаже головки блока цилиндров поддерживать по возможности малой, бобышки под болты — утолщения для резьбовых отверстий болтов крепления головки блока цилиндров — связаны с наружной стенкой цилиндра. Прямой контакт со стенкой цилиндра вызвал бы несравненно большие деформации при затяжке болтов. Дальнейшие улучшения даёт также глубоко лежащая резьба. На изображениях 1 и 2 показаны различия деформаций цилиндров, получающиеся при находящейся вверху и глубоко лежащей резьбе болта.
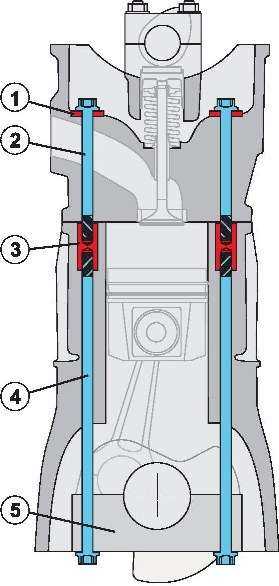
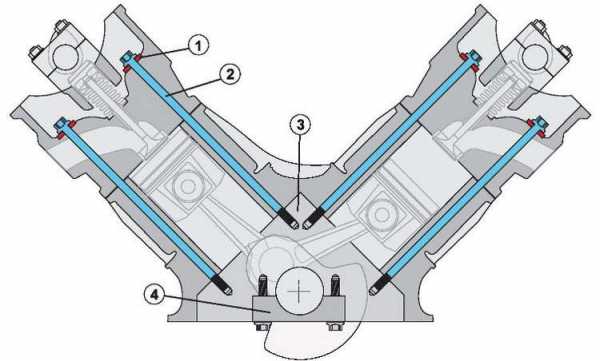
Дальнейшие возможности — в применении заливаемых стальных гаек вместо обычных резьбовых отверстий, с целью избежать проблем перекоса и прочности (особенно у дизельных двигателей прямого впрыска). У некоторых конструкций применяются длинные стяжные болты,практически провёрнутые через плиту блока цилиндров (изобр. 3) или прямо соединённые с опорой подшипников (изобр. 4).
1. Подкладная шайба
2. Болт крепления головки блока цилиндров
3. Стальная резьбовая вставка
4. Стяжной болт
5. Крышка коренных подшипников
 |
Изображение 3 |
Изображение 4
1. Подкладная шайба
2. Стяжной болт
3. Опора подшипников
4. Крышка коренных подшипников
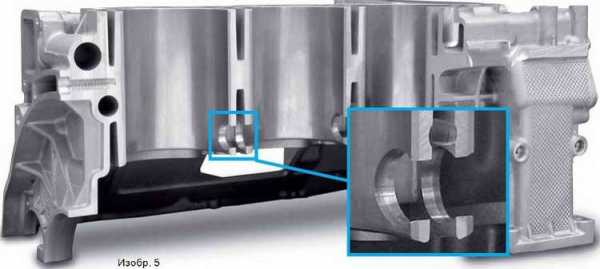
Монтажные отверстия поршневого пальца в стенке цилиндра
У оппозитных двигателей возникают, в силу их конструктивных особенностей, при монтаже проблемы сборки поршневых пальцев одного ряда цилиндров. Причиной этого является то, что обе половины картера должны быть соединены болтами для того, чтобы смонтировать поршни второго ряда цилиндров, соотв., соединить шатуны с соответствующими шатунными шейками. Поскольку после соединения болтами обеих половин картера не будет больше доступа к коленчатому валу, шатуны без поршней приворачиваются к соответствующим шатунным шейкам, а поршни монтируются после соединения болтами обеих половин картера. Недостающие ещё поршневые пальцы вдвигаются после этого через поперечные отверстия в нижней части цилиндра (изобр. 5) для соединения поршней с шатунами. Монтажные отверстия пересекают рабочие поверхности цилиндров в зоне, которую не проходят поршневые кольца.
Вентиляционные отверстия картера
 |
Изображение 1 |
 |
Изображение 2 |
Более новые картеры снабжаются вентиляционными отверстиями поверх коленчатого вала и под цилиндрами (изобр. 1 и 2).
Вентиляции в зоне кривошипов при вытянутых вниз боковых стенках и связанных с ними элементами жёсткости коренных подшипников препятствуется. Благодаря вентиляционным отверстиям вытесненный воздух, который при движении поршня от верхней мёртвой точки в направлении нижней мёртвой точки находится под поршнем, может уйти в сторону и, тем самым, вытесняется туда, где поршень как раз движется в направлении верхней мёртвой точки. Тем самым воздухообмен осуществляется быстрее и эффективнее, поскольку воздуху больше не нужно проходить длинного пути вокруг коленчатого вала. Благодаря уменьшившемуся сопротивлению воздуха достигается, кроме того, значительное увеличение мощности. В зависимости от расстояния цилиндров до коленчатого вала, вентиляционные отверстия находятся либо в зоне прилегания коренных подшипников ниже рабочих поверхностей цилиндров, либо в зоне рабочих поверхностей цилиндров или где-либо между данными зонами.
;
Чугунный блок двигателя
Блок цилиндров – незаменимая деталь поршневых двигателей, являющаяся местом локализации деталей двигателя, рабочих узлов, основой для навесных элементов (головка блока цилиндра, картер). Блок цилиндров автомобиля, независимо от модели, изготавливается литьевым методом. Зачастую, материалом является легированный серый чугун с добавками (хром, никель), подвергающийся определенной механической обработке. Чугунный блок двигателя отличается жесткостью, меньшей восприимчивостью к перегреву, необходимой при усилении двигателя. К недостаткам стоит отнести большой вес, влияющий на динамику легковой машины.
 Производство блоков двигателей. Преимущества и недостатки чугуна
Производство блоков двигателей. Преимущества и недостатки чугуна
 Производство блоков двигателей. Преимущества и недостатки чугуна
Производство блоков двигателей. Преимущества и недостатки чугунаБлок цилиндров многих двигателей – чугунный. В производстве используется серый легированный чугун, проходящий несколько стадий механической обработки. Тогда чугун отливки становится функционирующей поверхностью зеркала цилиндра. Расточку отверстия цилиндра производят в соответствии определенному размеру. После завершения обрабатывающих процессов поверхность стенок приобретает микроструктуру, способную удерживать нужный объем масла. Благодаря свойствам легированного чугуна, для блока чугунного двигателя характерна высокая прочность, низкий коэффициент трения, характеризующий пару «сталь-чугун» («чугун-чугун»), используемую для производства поршневых колец, пару «алюминий-чугун», используемую для изготовления поршней. Стенки цилиндров в чугунном блоке обладают завидной износостойкостью.
Блок цилиндров двигателя — место где бешено крутится коленвал
Для улучшения показателя износостойкости в блоки запрессовывают сухие тонкостенные чугунные гильзы.
К недостаткам материала при изготовлении блоков двигателей относится значительный удельный вес. Конструкторы, стремясь улучшить динамику машины, стараются максимально уменьшить вес частей авто, включая мотор, отливая блок цилиндров из алюминия.
Особенности чугунных и алюминиевых блоков двигателей
Двигатель составляют многие детали. Одна из них – блок цилиндров (чугунный, алюминиевый, комбинированный). Чугун – особенный материал, имеющий явные преимущества и недостатки. Несмотря на достоинство в плане плавления, для чугуна характерна высокая подверженность воздействию резких ударов, возникающих при дорожных происшествиях. В двигателе, точнее в чугунном блоке, находятся многочисленные отверстия для крепления элементов. Поэтому возникновение трещин – привычное явление, возникающее при замерзании жидкости для снижения температуры. Для чугунного блока характерны замечательные показатели прочности, жесткости. Стоит отметить и низкую себестоимость материала.
Алюминий отличается оперативным охлаждением и небольшим удельным весом. Алюминиевые сплавы мягче. Обеспечение необходимой жесткости достигается путем изготовления толстых стенок блока. Конструкторы, разрабатывая блоки цилиндров, стремятся снизить вес и увеличить прочность. Какой характеристике отдать предпочтение решайте сами.
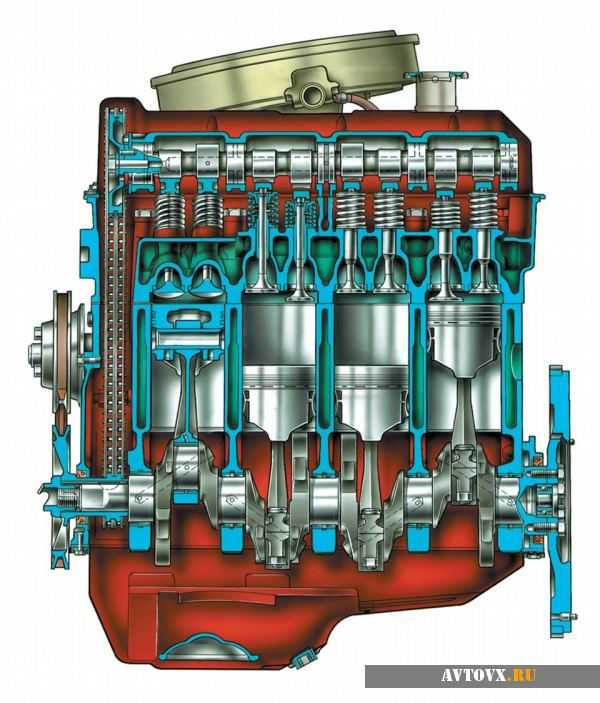
Блокцилиндров — основная деталь 2-х и более цилиндрового поршневого двигателя внутреннего сгорания. Является цельнолитой деталью, объединяющей собой цилиндры двигателя. Отливается как правило — из чугуна, реже — алюминия. На блоке цилиндров имеются опорные поверхности для установки коленчатого вала, к верхней части блока, как правило, крепится головка блока цилиндров, нижняя часть является частью картера. Таким образом, блок цилиндров является основой двигателя, на которую навешиваются остальные детали.
Сами цилиндры в блоке цилиндров могут являться как частью отливки блока цилиндров, так и быть отдельными сменными втулками, которые могут быть «мокрыми» или «сухими». Помимо образующей части двигателя, блок цилиндров несет дополнительные функции, такие как основа системы смазки — по отверстиям в блоке цилиндров масло под давлением подается к местам смазки, а в двигателях жидкостного охлаждения основа системы охлаждения — по аналогичным отверстиям жидкость циркулирует по блоку цилиндров.
Стенки внутренней полости цилиндра служат также направляющими для поршня при его перемещениях между крайними положениями. Поэтому длина образующих цилиндра предопределяется величиной хода поршня.
Цилиндр работает в условиях переменных давлений в надпоршневой полости. Внутренние стенки его соприкасаются с пламенем и горячими газами, раскаленными до температуры 1500—2500°С. К тому же средняя скорость скольжения поршневого комплекта по стенкам цилиндра в автомобильных двигателях достигает 12— 15 м/сек при недостаточной смазке. Поэтому материал, употребляемый для изготовления цилиндров, должен обладать большой механической прочностью, а сама конструкция стенок повышенной жесткостью. Стенки цилиндров должны хорошо противостоять истиранию при ограниченной смазке и обладать общей высокой стойкостью против других возможных видов износа (абразивного, коррозионного и некоторых разновидностей эрозии), уменьшающих срок службы цилиндров (Износ цилиндров автомобильных двигателей является следствием комплексного воздействия на стенки многочисленных физических и химических быстротекущих процессов, которые по характеру проявления разделяются на три основных вида износа: эрозивный, возникающий вследствие механического истирания, схватывания и других разрушающих процессов при непосредственном контакте металлических трущихся поверхностей; коррозионный, возникающий при всякого рода окислительных процессах на поверхностях трения; абразивный, вызывающий разрушение поверхностей трения при наличии между ними твердых или, как говорят, абразивных частичек, в том числе и продуктов износа). Материалы, применяемые для изготовления цилиндров, должны обладать хорошими литейными свойствами и легко обрабатываться на станках.
В соответствии с этими требованиями в качестве основного материала для цилиндров применяют перлитный серый чугун с небольшими добавками легирующих элементов (никель, хром и др.). Применяют также высоколегированный чугун, сталь и алюминиевые сплавы.
Дефектовкадвигателя: блокцилиндров
Блок цилиндров — самая важная часть автомобильного двигателя. Именно он служит «базой», основой всего мотора. Если блок выйдет из строя, автовладельца ждут немалые проблемы — не столько технические, сколько юридические, поскольку блок цилиндров — номерная деталь, и этот номер указан в регистрационных документах на автомобиль. Грамотная дефектовка блока цилиндров позволит определить не только причины выхода мотора из строя, но и его пригодность для дальнейшей эксплуатации.
Дефект 1. Глубокиезадирынаповерхностицилиндра
Причины:
Ослаблена посадка поршневого пальца в верхней головке шатуна или нарушена его фиксация в бобышках поршня.
Перегрев двигателя, в результате которого разрушаются поршни.
Попадание в цилиндры двигателя посторонних предметов.
Действия:
Замените шатуны или поршни. Проверьте систему охлаждения и при необходимости отремонтируйте ее. При наличии подобных повреждений блок цилиндров ремонтируется гильзовкой.
Дефект 2. Царапинынаповерхностицилиндра
Причины:
Поломка поршневых колец.
Поломка перемычек на поршнях между канавками под поршневые кольца.
Перегрев двигателя.
Длительная эксплуатация мотора с повреждённым воздушным фильтром или вовсе без него.
Действия:
Проверьте правильность установки системы зажигания и при необходимости отрегулируйте её. Применяйте бензин с предписанным октановым числом.
Проверьте систему охлаждения и при необходимости отремонтируйте её. При наличии подобных повреждений блок цилиндров, как правило, ремонтируется расточкой в следующий ремонтный размер или гильзовкой.
Дефект 3. Выработкаповерхностицилиндра
Причины:
Неисправность системы питания.
Неисправность системы зажигания.
Действия:
Проверьте систему питания, отремонтируйте и отрегулируйте её. Проверьте и отрегулируйте систему зажигания. При сильном износе поверхности цилиндров блок ремонтируется расточкой в следующий ремонтный размер или гильзовкой.
Примечание. Косвенным признаком сильного износа является отсутствие на поверхности цилиндров сетки хона. Проверку выработки, эллипсности и конусности каждого цилиндра следует выполнять так: с помощью индикаторного нутромера, настроенного на требуемый размер, промеряем каждый цилиндр в двух взаимно перпендикулярных плоскостях в верхней, средней и нижней частях цилиндра. Особенно сильный износ наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где «останавливается» верхнее компрессионное кольцо. Если выработка в цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм, блок ремонтируется расточкой и последующей хонинговкой в следующий ремонтный размер или гильзовкой.
Дефект 4. Трещинывцилиндрах
Причины:
Перегрев двигателя.
Разрушение поршня и шатуна в результате гидроудара или попадания посторонних предметов в цилиндр.
Действия:
Как правило, при наличии трещин в цилиндрах блок не ремонтируется, а списывается. В исключительных случаях повреждённый цилиндр можно загильзовать. Проверьте и отремонтируйте систему охлаждения. Проверьте целостность впускного и выпускного трактов. Замените повреждённые детали.
Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки.
Дефект 5. Трещинынаверхнейплоскостиблока, врайонеотверстийподболтыголовки
Причины:
Блок перед сборкой был плохо промыт и не продут, в результате чего осталась жидкость или грязь в резьбовых от верстиях для болтов, крепящих головку блока.
Неправильная затяжка болтов головки блока.
Перегрев двигателя.
Действия:
Требуется замена блока цилиндров.
В исключительных случаях возможна заварка трещин и последующая механообработка блока.
Дефект 6. Трещины, пробоиныиобломыприливовнадругихповерхностяхблокацилиндров
Причины:
Обрыв шатуна.
Разрушение поршня.
Последствия аварии, в которой произошла деформация моторного отсека.
Общий перегрев двигателя.
Неправильная затяжка крепёжных болтов.
Действия:
Требуется замена блока цилиндров. В некоторых случаях возможна заварка трещин и последующая механообработка блока.
Дефект 7. Разрушениерезьбывкрепёжныхотверстиях
Причины:
Неправильная затяжка крепёжных болтов.
Действия:
Рассверлите отверстия и нарежьте резьбу большего диаметра.
Дефект 8. Износпостелейкоренныхвкладышейидополнительныхваликов
В обязательном порядке проверьте состояние посадочных мест под коренные вкладыши и втулки распредвала и вспомогательных валов.
Чугунный блок двигателя
Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники.
Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа. Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны быть более 0,02 мм. В противном случае необходимо произвести операцию по ремонту постели коленчатого вала.
Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления за грязнений.
Похожие страницы:
Разработка технологического процесса восстановления блокацилиндров ЗИЛ-
Реферат >> Промышленность, производство
… , расположенные по обеим сторонам блокацилиндров. К передней части блокацилиндров крепится крышка распределительных шестерен … поворота блокацилиндров электромеханический Частота вращения блокацилиндров, об/мин 4,07 Углы поворота блокацилиндров, град …
Сквозной цикл производства блокацилиндров двигателя
Курсовая работа >> Промышленность, производство
… для этого в блокецилиндров выполнены каналы для смазки и охлаждения. В картере блокацилиндров выполнены постели … технология производства блокацилиндров двигателя внутреннего сгорания. В которой я описал сам блокцилиндров и проанализировал условия …
Ремонт блокацилиндров
Реферат >> Транспорт
Ремонт блокацилиндров Материал блокацилиндров — серый чугун. Возможные дефекты блокацилиндров: пробоины и трещины на стенке … гильз. Ремонт базовых поверхностей блокацилиндров. У блокацилиндров происходят значительные искажения геометрической формы …
Ремонт головки блокацилиндров автомобилей ВАЗ
Курсовая работа >> Транспорт
… блокацилиндров на двигатель. 6 Проверка технического состояния и ремонт Головка блокацилиндров. Тщательно вымойте головку блокацилиндров …
Разработка технологического процесса восстановления блокацилиндров двигателя ЗМЗ-53-11 (ЗМЗ- …
Курсовая работа >> Промышленность, производство
… полостей. Стенд для испытания блокацилиндров на герметичность 5 Сверлильная … Промыть и продуть блокцилиндров Установка для мойки блоковцилиндров ОМ-3600 компрессор. … Содержание перехода 1 2 3 4 5 6 Установить блокцилиндров под углом 45о на приспособлении …
Хочу больше похожих работ…
Статьи по теме:
- АЛЮМИНИЕВЫЙ БЛОК ЦИЛИНДРОВ
Рассмотрим разницу между никасиловым – алюсиловым двигателем и обычным чугунным или как в народе называют…
- ГИЛЬЗОВАНИЕ БЛОКА ЦИЛИНДРОВ
Гильзовка блока цилиндровУ гильзовки двигателя есть несколько преимуществ перед обычным растачиванием. Так как в процессе…
- РЕМОНТ БЛОКА ЦИЛИНДРОВ
15 Прокладка головки блокаНаш Интернет-магазин предлагает огромный выбор прокладок ГБЦ для легковых и прокладок ГБЦ для…
- ЧТО ТАКОЕ СВАП ДВИГАТЕЛЯ
Каждый автолюбитель хотя бы раз слышал такое словосочетание как «свап двигателя». Причем очень часто звучит…
myavtoreviews.ru
Блок цилиндров ВАЗ 2110 учимся правильно растачивать
Штатный блок цилиндров ВАЗ 2110 изготовлен методом отливки из особенного чугунного сплава низколегированного состава. Сверху, на горизонтальной плоскости находится головка блока цилиндра, в которой помещен распределительный вал с клапанами и камера сгорания, технологические отверстия, масляные и жидкостные магистрали и др. приспособления. Цилиндры силового агрегата находятся в посадочных местах, их диаметры подразделены на 5 отдельных классов, различающихся по размерам на 0,01 мм. Они обозначаются литерами А, В, С, D, Е, которые наносятся на нижней плоскости изделия.
Существует возможность «расточки» цилиндров под поршни ремонтных размеров, которые имеют увеличенный диаметр на 0,4 и 0,8 мм. Крышки подшипников коренного типа подгоняются при сборке блока цилиндров, места их строго определены и для отличия они снабжены отметкой по внешней плоскости.

По периметру изделия изготовлены и поставлены специальные технологические изделия. При замерзании тосола или иного охладителя такая заглушка блока цилиндров «десятки» под действием расширительных сил выдавливается из блока, не давая блока получить повреждения. Такие компоненты блока, как заглушки блока цилиндров установлены в заводском варианте по два изделия на длинных сторонах блока и по одной детали с торцевых сторон, т.е. по бокам изделия.
Изначально требуется отмыть блок цилиндров и прочистить магистрали для подачи масла. Далее проводим продувку и просушку изделия резиновым шлангом компрессора и осматриваем изделие. Наличие трещин на всех деталях и частях блока приводит к разгерметизации внутренних магистралей. При возникновении версии о проникновении жидкости-охладителя в картер мотора необходимо осуществить тест на герметичность агрегата.

При этом требуется заглушить выходы охладительных магистралей и наполнить внутренние полости охлаждающих каналов слегка теплой водой под напором 3 кгс/см. Течь водных масс наблюдаться не должна.
При наличии масляных сгустков с жидкости-охладителе необходимо провести визуальный осмотр на наличие трещин в районах прохождения масляных магистралей. Сливаем жидкость из охладительной системы, демонтируем головку блока цилиндра, наполняем магистрали системы водными массами и направляем воздух из компрессора в магистраль движения масла вертикального типа. При выделении воздушных пузырей в водной среде, которая заполнила охладительную рубашку, необходимо произвести замену блока цилиндров, купить который можно в специализированных магазинах АвтоВаза.
Тестируем наружную поверхность агрегата, куда монтируется головка блока цилиндра ВАЗ 2110, применяя измерительную линейку и щупом. Допустимый размер отклонений по плоскости должен находиться в пределах 0,1 мм.
На практике используется несколько вариантов увеличения мощности силовой установки. Наиболее конструктивный способ – повышение объемных характеристик двигателя. Весьма распространенным видом работ по повышению линейных данных будет расточка блока цилиндров ВАЗ 2110, которая изготавливается на увеличенный поршневой диаметр. Денежные расходы сведены к минимуму – к ним относятся собственно затраты на расточку блока цилиндров и приобретение поршневой группы и колец ремонтного размера.

Другим способом увеличения объема силовой установки является замена стандартного коленвала на изделие с увеличенным радиусом кривошипного механизма. При этом увеличивается рабочий ход поршневой группы, что ведет к прямо пропорциональному повышению объемного параметра мотора.
Финансовые затраты выражаются в приобретении коленвала нестандартного вида, где диаметр кривошипного механизма 74,8-80 мм, набора поршней под этот вал (т.к. блок цилиндров ВАЗовской «десятки» ограничен высотными характеристиками), наборами маслосъемных и компрессионных колец на поршневую группу. Кроме того, расточка блока цилиндров ВАЗ под нестандартные поршни – процедура весьма дорогостоящая.
Вообще, такой тюнингованный блок цилиндров, цена которого весьма высока, обойдется автолюбителю «в копеечку». И все-таки, увеличение объемных параметров силовой установки не всегда приемлемо. Все зависит от того, что автолюбитель хочет получить на выходном этапе. Иногда лучше сделать доработку ГБЦ автомобиля с постановкой рекомендуемого распредвала спортивного типа и после этого в результате получить повышенные мощностные характеристики двигателя, подвергшегося модернизации.

Для доведения распредвала до состояния раскрытия максимальных кондиций требуется доработать головку блока цилиндра до перепрессовки клапанных седел и переустановки клапанов увеличенного размера. Также требуется модернизация магистралей впускного и выпускного типа, через которые воздушно-топливная аэрозоль проходит в цилиндры, а выхлопные газы выходят через систему вывода отработанных газообразных смесей. В качестве доработки предлагается их усовершенствовать, повышая размер сечения, в последующем их необходимо отполировать и изменить их геометрию.
avtovx.ru
Тюнинг ВАЗ — рецепт успеха. Блок цилиндров
Тюнинг ВАЗ — рецепт успеха. Блок цилиндров
Марка ВАЗ давно уже стала достоянием Российского народа. А, как известно, каждый Русский человек любит быстро ездить. Но, в связи с тем, что АвтоВАЗ не балует своих поклонников выпуском быстрых автомобилей, появились люди, которые стали самостоятельно улучшать показатели двигателя, трансмиссии, подвески и так далее. Тюнинг автомобилей ВАЗ за последние годы набрал такие обороты, что практически в любой гаражной мастерской стали пытаться этим заниматься.
Выпуском запасных частей для тюнинга ваз стали также заниматься все кому не лень. Большинство производителей тюнинга не имеют ни опыта, ни технической базы при изготовлении запасных частей для тюнинга ваз. Всё производство основано на обычном обмане людей и продаже обывателям цветного металлолома с сомнительным эффектом прироста мощности двигателя.
Помимо производителей некачественного тюнинга стали появляться гаражные сборщики с такой же сомнительной репутацией, что и производители тюнинг-запчастей ВАЗ.
Тюнинг автомобиля ВАЗ — это не просто сбор самых красивых запасных частей в кучу, это тщательный подход к выбору запасных частей, проверка качества и, в случае необходимости – их доработка.
Самый серьезный тюнинг ВАЗ начинается с доработки двигателя. Двигатель состоит из двух основных деталей — это блок цилиндров и головка блока цилиндров. Самая распространенная доработка блока цилиндров — это увеличение объема двигателя. Увеличивают объем за счёт замены коленвала и поршней. Чем больше ход коленвала и диаметра поршней, тем больше объем двигателя. А чем больше объем двигателя, тем выше крутящий момент. Именно показатель крутящего момента влияет на ускорение Вашего автомобиля. Но не стоит забывать, что основные враги любого поршневого двигателя — это механические потери (трение, термонагрузки).
При тюнинге двигателя очень важно быть уверенным, что качество запасных частей, которые вы используете, на высоте. Но, к сожалению, ни завод производитель, ни компании производители тюнинга похвастаться качеством не могут. Первое, от чего начинаются проблемы при работе двигателя — это блок цилиндров. Если при работе стандартного двигателя это не очень критично, то при сборке спортивного двигателя это очень важно. Нужно понимать, что на заводе изготовление блока цилиндров является поточным и не всегда все технические требования соблюдаются. Всё это приводит к непараллельности цилиндров друг другу, неперпендикулярности цилиндров оси постели коленчатого вала, а также практически на всех блоках отверстие постели коленвала имеет эллипсную форму, что приводит к деформации коренных вкладышей и появлению дополнительного биения на оборотах. Также практически всегда отверстия не имеют соосности. Перекос цилиндров приводит к неправильному износу поршня, деформации шатуна, неправильному износу шатунных вкладышей. Это вызывает дополнительные нагрузки на поршень, вкладыш, шатун, а также увеличивает механические потери в двигателе. Если цилиндры не перпендикулярны оси постели коленвала, то поршень в цилиндре находится в перекошенном состоянии. Появляется дополнительная нагрузка на шатун (деформация шатуна), шатунный вкладыш имеет неправильное пятно контакта. Поршневые кольца также перекашивает, что приводит к дополнительному расходу масла и прорыву картерных газов. Помимо всех этих проблем существует дефект шатуна. Даже у всех шатунов выпущенных на заводе есть дефект непараллельности осей верхней и нижней головки. Это нарушение опять же приводит к ухудшению показателей, разрушению и уменьшению ресурса двигателя.
Из всего вышесказанного получается, что тюнинг блока цилиндров ваз может привести к положительному результату, но максимальную отдачу от проделанной работы могут не позволить получить некачественные запчасти и неграмотный подход сборщиков к вопросу тюнинга.
Как же правильно собрать блок цилиндров? Начинать нужно с выбора запасных частей, мы не говорим о подборе деталей для Вашей конфигурации двигателя, а лишь об отборе и доработке того, что есть.
На сегодняшний день лучшим блоком цилиндров выпущенным на АвтоВАЗе является калиновский блок цилиндров ВАЗ 11193. Его преимущества перед старым восьмым блоком цилиндров очевидны. Блок цилиндров ВАЗ 11193 имеет более толстую стенку, что придает ему дополнительную жесткость при кручении. Помимо этого, в этот блок установлены дополнительные масляные форсунки, создающие масляное облако в цилиндре, что улучшает смазку и охлаждает дно поршня. Ну и самый основной плюс блока цилиндров 11183 — это его высота. Он выше старого восьмого блока на 2,3 мм, что дает дополнительные возможности при сборке мотора с большим объемом.
Так как блоки цилиндров на заводе производятся поточно, то многие технические требования не соблюдаются. Для того чтобы увеличить прочность блока цилиндров должен пройти эффект старения. Существует несколько способов старения: естественное, искусственное, вибрационное старение, старение методом термоударов, старение методом статической перегрузки. Самым действенным и простым для обывателей является метод статической перегрузки. Этот метод снимает с детали от 10 до 30 процентов напряжений. Этот процесс проходит любой блок цилиндров использующийся повседневно на каждом автомобиле. Т.е. для тюнинга двигателя ВАЗ желательно использовать блок цилиндров бывший в употреблении. Совсем идеальный вариант, если такой блок цилиндров после свое работы на автомобиле пролежит 6-15 месяцев на открытом воздухе. Все эти процедуры придадут блоку цилиндров максимальную прочность и максимально снимут с него напряжения.
После того, как выбор блока цилиндров был сделан, его необходимо подвергнуть механической обработке. Самая первая и основная процедура в тюнинге блока ВАЗ — это правка постели коленвала. Для этой процедуры крышки (бугеля) торцуются, после чего отверстие обрабатывается в нужный размер. Следующая процедура — для того чтобы выставить блок цилиндров на расточной станок — это обработка нижней плоскости параллельно оси постели коленчатого вала. После выставления блока цилиндров происходит расточка самих цилиндров относительно постели коленчатого вала, чтобы все цилиндры были перпендикулярны этой оси и параллельны друг другу. Само собой, все эти процедуры должны сопровождаться постоянным контролем измерительными приборами. А также должны быть соблюдены все требования к проведению измерений и процессам обработки.
Оказывается, тюнинг ваз не так уж прост, как хотелось бы, и после того, как Вы подготовили блок цилиндров для сборки, необходимо подобрать остальные запчасти, а также произвести их доработку перед установкой.
Если Ваш коленчатый вал проходит по всем размерам и имеет минимальное (а лучше нулевое ) биение по коренным шейкам, то Вам остается лишь сбалансировать его в сборе с маховиком, корзиной сцепления и всеми шкивами закрепленными на нём. Балансировку нужно проводить динамическую. Для этого отлично подходят балансировочные стенды фирмы Suntek.
Остается подбор запчастей шатунно-поршневой группы. Дело в том, что в 90% случаев верхняя головка шатуна не параллельна нижней головке. Для устранения этого брака необходимо торцевать крышку шатуна, после чего произвести обработку нижнего отверстия, а уже после обработки нижнего отверстия произвести обработку верхнего отверстия шатуна относительно нижнего. Поршни и шатуны необходимо развесить, чтобы они имели одинаковую массу по цилиндрам.
После всех этих доработок запчастей возможна сборка блока цилиндров. Для сборки и затяжки можно руководствоваться заводской книгой по ремонту, в которой указаны все размеры запасных частей и моменты затяжек болтов.
© 2010 – 2011 clubturbo.ru
clubturbo.ru
Как выбрать блок цилиндров ВАЗ 2106
Штатный блок цилиндров «шестерки» производится из чугуна повышенной прочности методом отливки в специальных формах. Конструктивно принято рядное расположение цилиндров. Рабочая поверхность таких цилиндров изготавливается методом расточки внутренних сферических плоскостей блока цилиндров ВАЗ 2106, цена на который достаточно высокая, с обязательной хонинговкой (шлифовкой) сопряженной плоскости изделия. Сферическая поверхность, подвергнутая внутренней шлифовке, носит название зеркала цилиндра.
Номенклатурный 1,6 литровый блок цилиндров ВАЗ 2106 поставляется на производство и в продажу в сборе с коленчатым валом и поршневой группой. Таким агрегатом оснащается модельный ряд автомобилей Волжского автозавода, на которых установлены силовые установки ко всем модификациям «шестерки». Эксплуатационный объем – около 1,6 л. Расстояние между центрами цилиндров – 95 мм, диаметр каждого из них – 79 мм при поршневом ходе 80 мм.
Состав изделия: собственно блок цилиндров, коленвал, подшипниковые изделия, поршневая группа в комплекте с кольцами компрессионного и маслосъемного вида и шатуны. По окончании финишной обработки блока цилиндров, по итогам на выходе каждый цилиндр получает класс по категорированию качества, обозначенный заглавными римскими литерами – А до Е. Шаг такого категорирования берется в пределах 0,01 мм. На донной части изделия, рядом с каждым цилиндрическим элементом, отмечается классность по вышеприведенной градации.

Внутри блока цилиндров изготовлены полости заданного направления, представляющие т.н. «рубашку охлаждения», функция которой – теплоотвод от работающего двигателя, используя циркуляцию жидкости-охладителя. Конфигурация и размеры цилиндров, а также номинальное расстояние и между ними дают возможность изготовить полости маршрута теплоотвода непосредственно между соседними изделиями. Их диаметр размером 82 мм считается максимально возможным при сохранении параметров прочности блоков цилиндров, устанавливающихся на данную марку автомобиля.
Для крепления коленвала силовой установки в устройстве блока цилиндров ВАЗ 2106 изготовлено 5 опор, которые являются базисом для укладки вкладышей коренного типа и фиксируются специальными крышками. Очень важно их не поменять местами, т.к. они точно соответствуют размеру определенной опоры, а при расточке коленвала на ремонтный размер проходит эту процедуру вместе с валом. Для облегчения этой технологической операции на каждой крышке имеются определенные метки.
Для предотвращения ошибочных действий при монтаже этих компонентов в крышке изготовлены специальные отверстия, ассиметричное расположение которых не даст возможности провести некорректную сборку. На кормовой опоре изготовлены особенные приспособления для монтажа полуколец упорного принципа действия. Эти элементы дают возможность сделать лимитным смещение коленвала мотора по осевой линии.
Также важно корректно установить вкладыши, которые пронумерованы с внутренней поверхности цифрами, соответствующим номерам опор (1, 2, 4, 5). Эти изделия с канавкой по всей полусфере предназначены для установки в опоры, а изделия без проточки устанавливаются в крышки. Изделие для 3 опоры визуально отличается по ширине и выполнены без паза по всей полусфере.
Во фронтальной части блока цилиндров с левой стороны, параллельно коленвалу, коаксиально расположены 2 втулки, запрессованные в корпус для монтажа приводного вала насоса подачи масла и трамблера. Также спереди по ходу движения имеется секция для размещения системы ГРМ с кожухом со вставленным сальником коленвала переднего расположения, а с кормовой части прикреплена крышка с задним сальниковым уплотнением.
Изначально, нумерация блока цилиндров выбивалась на приливе возле фильтра очистки масла, а в современном исполнении такой номер наносится в полости разъема с головкой блока цилиндров, которая считается важным элементом ГРМ транспортного средства.
Необходимый ремонт блока цилиндров ВАЗ 2106 проводится с целью восстановления функций этого агрегата. К таким видам ремонтных работ может относиться замена прокладок блока цилиндров, замена заглушек блока вследствие выхода их из строя, втулок, установленных в агрегате либо сальниковых уплотнений коленвала. Наиболее серьезным считается проведение такого ремонта при разгерметизации магистралей охлаждения и теплоотвода.
Заводская головка блока цилиндров ВАЗ 2106 производится из сплава цветных металлов, где преобладает алюминий с добавлением небольшого количества меди и олова. Такой состав необходим для придания изделию таких характеристик, как пластичность, легкость и мягкость. При таких характеристиках головка блока цилиндров обеспечивает плотное прилегание к сопряженным частям, исключая обтюрацию газов.
В отношении головки блока цилиндров ремонт проводится в случае ее неплотного прилегания к блоку, отсутствие герметичности прилегания клапанов к седлам, прогорания клапанов и других дефектах. Как правило это всегда связано с заменой прокладки головки блока цилиндров, для установки нового изделия необходимо осуществлять притирку поверхностей блока с ГБЦ.
Внеплановая замена головки блока цилиндров ВАЗ 2106 проводится в случае, когда ее ремонт не принес результатов и ее функционал нарушен. После ремонта или замены проводится затяжка головки блока цилиндров, для чего необходимо применять динамометрический ключ. Это важно, т.к. процесс затяжки должен проводиться с определенным усилием и в определенном порядке затяжки болтов. Такой порядок затяжки можно посмотреть в техническом описании на автомобиль или в сети.
avtovx.ru
блок цилиндров ВАЗ 2110 | ВАЗ 2111
Особенности устройства
Основные размеры блока цилиндров даны на рис. 2-30.
Рис. 2-30. Основные размеры блока цилиндров ваз 2110, ваз 2111, ваз 2112
Блок цилиндров отлит из специального низколегированного чугуна. Диаметры цилиндров разбиты на пять классов через 0,01 мм, обозначаемых буквами А, В, С, D, Е. Класс цилиндра клеймится на нижней плоскости блока цилиндров (рис. 2-31).
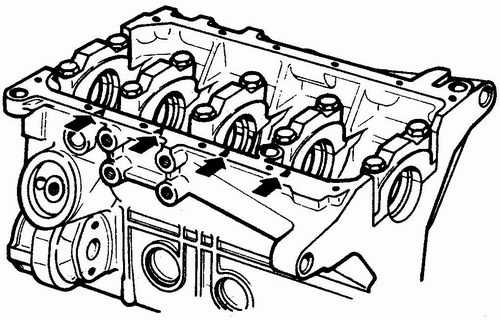
Рис. 2-31. Маркировка размерного класса цилиндров на блоке
Предусмотрена возможность расточки цилиндров под ремонтные поршни, увеличенные по диаметру на 0,4 и 0,8 мм. Крышки коренных подшипников обрабатываются в сборе с блоком цилиндров. Поэтому они невзаимозаменяемые и для различия имеют риски на наружной поверхности (рис. 2-19).
Проверка технического состояния и ремонт
Проверка.
Тщательно вымойте блок цилиндров и очистите масляные каналы. Продув и просушив сжатым воздухом, осмотрите блок цилиндров. Трещины в опорах или других местах блока цилиндров не допускаются. Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверьте герметичность блока цилиндров. Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см). Утечки воды из блока цилиндров быть не должно. Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя ваз 2110, проверьте, нет ли трещин у блока цилиндров в зонах масляных каналов. Для этого слейте охлаждающую жидкость из системы охлаждения, снимите головку цилиндров ваз 2110, ваз 2111, ваз 2112, заполните рубашку охлаждения блока цилиндров водой и подайте сжатый воздух в вертикальный масляный канал блока цилиндров. В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, замените блок цилиндров. Проверьте плоскость разъема блока цилиндров с головкой с помощью линейки и набора щупов. Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Допуск плоскостности составляет 0,1 мм.
Ремонт цилиндров.
Проверьте, не превышает ли износ цилиндров максимально допустимый — 0,15 мм. Диаметр цилиндра измеряется нутромером (рис. 2-32) в четырех поясах, как в продольном, так и в поперечном направлении двигателя (рис. 2-33). Для установки нутромера на ноль применяется калибр 67.8125.9502. В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров. Если максимальная величина износа больше 0,15 мм — расточите цилиндры до ближайшего ремонтного размера, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,025-0,045 мм.
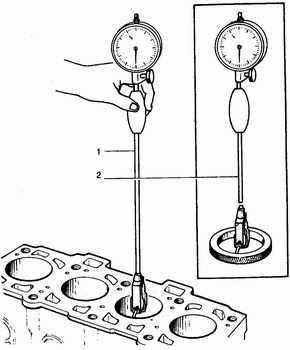
Рис. 2-32. Измерение цилиндров нутромером:
1 — нутромер; 2 — установка нутромера на ноль по калибру 67.8125.9502
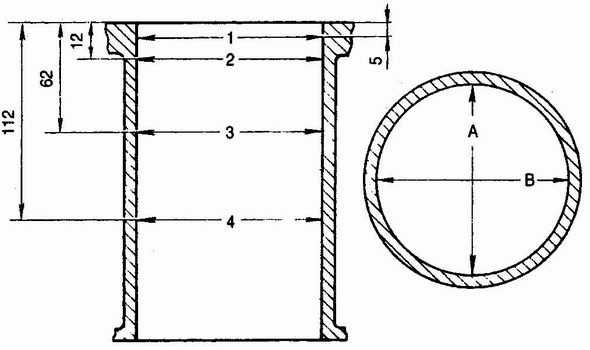
Рис. 2-33. Схема измерения цилиндров:
А и В направления измерений; 1, 2, 3, 4 — номера поясов
tuningtaza.ru
Доработка блока цилиндров двигателя Ваз
Способы доработки блока цилиндров.
Выбор паука и модернизация выпускного коллектора, тюнинг системы питания двигателя Все о тюнинге коробки передач и двигателя, увеличиваем мощность двигателя и подбираем кпп.Увеличение объема двигателя внутреннего сгорания является самым простым способом поднять моментные (в большей степени) и мощностные характеристики мотора.
Существует несколько возможных вариантов по увеличению объема двигателя ВАЗ-21083 (и его производных – ВАЗ 2111, 2112, так как все они используют практически одинаковые блоки цилиндров, за исключением применения масляных форсунок в 16-ти клапанных моторах ВАЗ-2112):
Первый (более «народный» – т.к. дешевый) – расточка блока цилиндров под больший диаметр поршня. Затратная часть – работы по расточке блока цилиндров, стоимость комплекта поршней и колец большего диаметра. Второй способ (более дорогой) – замена штатного коленвала на другой, имеющий больший радиус кривошипа – больше ход поршня – больше объём. Затратная часть – коленвал (диаметр кривошипа 74,8-75,6-78-79-80-84-86-88мм), комплект специальных поршней под данный коленвал (т.к. блок цилиндров имеет определенную, конечную высоту), поршневые кольца, ну и работы по расточке блока цилиндров под заданный комплект поршней.
На удивление, рост рабочего объема поршневого двигателя не всегда самый выгодный способ форсировки – иногда, в зависимости от того, что вы хотите получить от мотора, выгоднее доработать головку блока цилиндров ( ГБЦ ) с установкой спортивного или тюнингового распределительного вала и после этих операций «снять» большую мощность с вашего силового агрегата, не вмешиваясь в геометрию блока цилиндров.
Естественно, чтобы возможности распределительного вала раскрылись в полную силу, необходима доработка головки блока цилиндров (ГБЦ) – зачастую довольно серьезная – вплоть до перепрессовки седел и установки клапанов большего диаметра. Кроме того, нельзя забывать про впускные и выпускные каналы, по которым топливно-воздушная смесь поступает в цилиндры, а отработанные газы «вырываются» с большой скоростью – их необходимо дорабатывать, увеличивая до определенных пределов их сечение, производя внутреннюю полировку и изменяя их профиль.
Кроме головки блока цилиндров ( ГБЦ ), достаточно большое влияние на характер мотора оказывает содержимое и «геометрия» блока цилиндров. Мы не будем обсуждать разные типы поршней и их форму, весовые характеристики коленвалов, хотя бесспорно они вносят определенный вклад в характер будущего тюнингового или спортивного двигателя.
Существует такое понятие, как отношение длины шатуна к ходу коленвала, эта характеристика и сам диаметр кривошипа коленвала (ход поршня) существенно влияют на «дыхание» мотора: ведь по своей сути, ДВС – это насос, который прокачивает через себя определенный объем смеси воздуха с топливом за определенный промежуток времени.
В данной статье мы рассмотрим влияние соотношения длинны шатуна и диаметра кривошипа коленвала на «характер» мотора двигателей семейства переднеприводных ВАЗ. В англоязычной литературе это соотношение именуется R/S – rod to stroke ratio, и ему уделяется достаточно серьезное внимание при доработке спортивных двигателей.
Многие источники считают, что «золотой серединой» блока цилиндров является величина R/S, равная 1,75. В интернете вы сами можете при желании найти достаточно много выкладок и расчетов по геометрии блока цилиндров моторов Honda. Отчасти все они будут справедливы и для блоков цилиндров ВАЗ, так как в обоих случаях речь идет о двигателях относительно небольшого рабочего объема (моторы Honda серий В16А — В20В с объемом соответственно от 1,6 до 2,0 литров, что вполне соотносится с литражом моторов ВАЗ 21083 (2112), получаемым при форсировании путем увеличения рабочего объема).
- Вот для примера геометрия легендарного мотора В16А (объем 1587 см. куб., мощность 160 л.с.; это первый «гражданский» мотор, имеющий удельную мощность 100 лс\литр):
- Длина шатуна: 134 мм
- Ход коленвала: 77 мм
- Соотношение R/S: 1,74:1 (что как видим практически близко к «золотой середине»)
Посмотрим какая обстановка с отечественными блоками цилиндров (берем только ВАЗ 8-го семейства)
- Блок цилиндров 21081 – объём 1099 куб. см
- — ход коленвала 60,6 мм
- — диаметр поршня 76 мм
- — длина шатуна 121 мм
- — R/S = 1,996
- Блок цилиндров 2108 — объём 1288 куб. см
- — ход коленвала 71 мм
- — диаметр поршня 76 мм
- — длина шатуна 121 мм
- — R/S = 1,7
- Блок цилиндров 21083 — объём 1499 куб. см.
- – ход коленвала 71 мм
- — диаметр поршня 82 мм
- — длина шатуна 121 мм
- — R/S = 1,7
- Блок цилиндров 21084 — объём 1580 куб см.
- – ход коленвала 74,8 мм
- — диаметр поршня 82 мм
- — длина шатуна 121 мм
- — R/S = 1,61
- Нестандартные конфигурации блоков цилиндров 21083 :
- Ход коленвала, мм Длина шатуна, мм R/S
- 74,8 121 1,62
- 75,6 121 1,6
- 78 121 1,55
- 79 121 1,53
- 80 121 1,51
- 74,8 129 1,72
- 78 129 1,65
- 80 129 1,61
- 74,8 132 1,76
- 78 132 1,69
- 80 132 1,65
И так далее. Все возможные варианты по конфигурации блока цилиндров, включая и на шатунах 135мм он обновляется систематически. Постоянно появляются новые тюнинг комплектующие.
Высокий ( на 3,5мм выше стандарта) блок цилиндров ВАЗ
Эффект большого R/S:
Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах.
Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
Блок цилиндров, собранный с достаточно большим значением R/S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения коленвала, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана).
Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R/S:
Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения коленвала, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на блоке цилиндров с высоким соотношением R/S.
Малая величина R\S означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для блока цилиндров это означает следующее:
1) Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна с возможным выходом из блока цилиндров.
2) Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок блока цилиндра, колец, и ухудшении условий смазки. Износ этого участка блока цилиндров зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении «кованных» поршней со смещенным пальцем, износ блока цилиндров будет меньше чем при применении стандартных поршней.
3) Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ блока цилиндров и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленвала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80м/с., при шатуне 129 мм.
Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои блоки цилиндров шатуном 121мм (он обеспечивает 83-му мотору R/S = 1,7, что вполне удовлетворительно). Но для тюнинга, когда используются коленвалы с большим радиусом кривошипа, шатун 121 мм обеспечивает не очень хорошее отношение R/S , поэтому на рынке нестандартных, спортивных запчастей существуют и продаются шатуны с большей длинной: 126-146мм.
Еще не стоит забывать, что увеличенные хода коленвала компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту поршня можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S блока цилиндров.
vazclub.com
Все про блок цилиндров ДВС
Блок цилиндров – это основа двигателя внутреннего сгорания, так как в нем размещаются все важнейшие узлы и агрегаты двигателя. Именно на эту деталь приходится большая часть нагрузок (до 50 процентов). Поэтому блок цилиндров (ВАЗ 2114 в том числе) должен изготавливаться из максимально прочной и износостойкой стали, на специальных высокоточных станках.

Функции
Данный механизм выполняет сразу несколько функций: является основой для навесных частей мотора (ГБЦ, картер и т.д.), а также служит корпусом для размещения всех деталей двигателя.
Материал
Большая часть современных автомобилей укомплектовывается чугунными блоками цилиндров. Чугун разбавляется никелевыми и хромовыми добавками, благодаря чему становится прочным и износостойким. Основными преимуществами данного материала являются его стойкость к перегреву и жесткость, которая нужна при высокой степени форсировки мотора. Единственным недостатком чугунного блока является его тяжелый вес, за счет которого существенно ухудшается динамика автомобиля. Чтобы разогнать машину до нужной скорости, двигателю приходится вырабатывать больше мощности, а это, в свою очередь, влечет повышенный расход бензина. Но, как правило, автомобиль теряет не более 1-2 процентов от общего количества потребляемого топлива.

Алюминий является менее популярным материалом для изготовления данных изделий. Ярким примером применения алюминиевых блоков являются отечественные ГАЗели и некоторые модели Жигулей. Основные преимущества данного материала заключаются в его легком весе и лучших свойствах охлаждения. Однако вместе с этим автолюбители отмечают проблему с поиском необходимого материала, из которого изготавливается цилиндр.
Устройство механизма
Конструкция блока цилиндров предполагает размещение следующих деталей:
- цилиндры двигателя;
- ГБЦ;
- картер.
А теперь более подробно об этих устройствах. Цилиндры двигателя включают в свой состав специальные гильзы, которые могут впрессовываться непосредственно в блок цилиндров (чаще всего в алюминиевых устройствах) либо быть съемными (в случае с чугунным механизмом). В свою очередь, съемные инструменты подразделяются на «сухие» и «мокрые».
ГБЦ представляет собой комплекс деталей, которые располагаются в верхней части устройства. В головку блока входит рубашка охлаждения, каналы смазки, а также отверстия для свечей (если это бензиновый) и форсунок (если это дизельный двигатель). Также в ГБЦ есть отверстия впускного и выпускного клапана. Между головкой и самим блоком есть небольшой соединительный зазор, в котором размещается прокладка блока цилиндров. При несвоевременной ее замене мотор начинает терять свою мощность и тягу, при этом повышается риск выхода из строя других деталей.

Картер – это основная комплектующая часть такой детали, как блок цилиндров. Она представляет собой корпус для КШМ. Снизу картер закрепляется специальным поддоном. Относительно блока двигателя внутреннего сгорания располагается в нижней части.
fb.ru