Сборка двигателя 2106 – 2106
Разборка двигателя ВАЗ 2106 может осущетсвляться прямо в гараже
Автолюбители должны усвоить одно золотое правило: качественная сборка двигателя после проведения ремонтных работ обеспечит безотказную работу агрегата на достаточно долгое время, Поэтому к этому процессу следует относиться с большой ответственностью.
В интернете легко можно найти видео по сборке двигателя ВАЗ 2106, которое позволяет практически любому водителю научиться самостоятельно обслуживать силовой агрегат своего автомобиля.

Такие технологические операции, как сборка/разборка двигателя ВАЗ 2106, предполагают, наряду с наличием полного комплекта слесарных инструментов, комплекта обновленных запчастей, наличие определенных навыков слесарных работ и помощь специалиста.
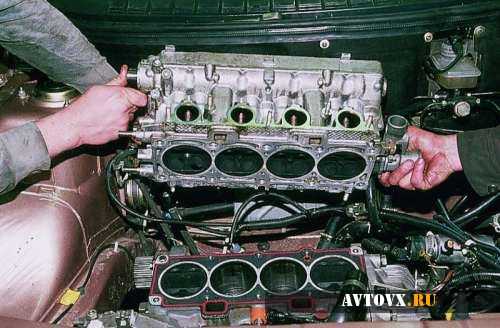
Собираем поршни с шатуном. При этом процессе следует помнить, что в моторах комплектации до 1990 г. поршень и шатун соединяются таким образом, чтобы поршневая отметка «П» располагалась со стороны масляных магистралей на донной поверхности шатуна. В силовых установках последующего периода выпуска такие канавки отсутствуют, что позволяет проводить сочленение поршневого элемента и шатунного хода в разных положениях.
На моторных установках ВАЗ 2106, сошедших с конвейера завода после 1990 г., конструктивные отверстия в шатуне и вкладышах отсутствуют. Сопряжение шатунно-поршневой пары можно произвести в любых вариациях.
Приводим температурное значение шатуна в муфельной печи к показателю 240°С, чтобы металл головки изделия получил тепловое расширение, после чего горячее изделие помещаем в слесарные зажимы. Соединяем эту шатунно-поршневую пару так, что должно произойти совпадение позиции пальца с позицией шатуна в верхнем утолщении. Устанавливаем палец и смазываем его двигательной смазкой. В связи с быстрым остыванием изделия операция должна проводиться короткий промежуток времени.
Устанавливаем кольца поршневой группы в обратной последовательности демонтажа. При монтаже колец их излишнее разжимание может привести к деформации или поломке. При их установке могут использоваться 2 вида колец маслосъемного типа, различающиеся по комплектности:
- в комплект входят расширитель и 2 изделия;
- в комплект входят расширитель и 1 изделие.
При наличии в комплекте одного изделия установка происходит со стороны, расположенной напротив кольцевого замка. При наличии в комплекте двух изделий донное кольцо фиксируется выточкой, направленной в нижнюю плоскость. Если присутствует отметка «Верх» (ТОР), то кольцо фиксируется меткой, направленной в верхнюю плоскость (по направлению к поршневой донной части). Корректно ориентируем кольца и устанавливаем на оставшуюся поршневую группу.
Делаем закладку коренных вкладышей верхнего расположения (с наличием канавок). Важно совместить выемку на изделии с постановочным местом постели. Далее устанавливаются более широкие вкладыши, изготовленные без проточек. После этого вкладыши смазывается двигательной смазки.
Производим закладку коленвала в агрегатный блок. Устанавливаем с посадочные места нижних крышек коренные вкладыши без проточек. На шейки коренных подшипников и их крышек наносим двигательную смазку. Монтируем все крышки подшипников коренного типа, кроме кормовой, и наносим на полукольца упорного типа двигательной смазкой.
Устанавливаем крышки в незамененный блок по отметкам, сделанным в процессе демонтажа. Ставим полукольца упорного приницпа действия кормового размещения выемками к опорам коленчатого вала. Монтируем кормовую крышку с крепежами, затягиваем динамометрическим ключом с требуемым усилием.
Проводим замер осевого расстояния коленчатого вала, при необходимости применив «монтажку». Он должен находиться в пределах 0,06-0,26 мм. при предельном значении 0,35 мм. При увеличенном расстоянии требуется применение ремкомплекта с изделиями со значением +0,127 мм. При этом коленчатый вал мотора должен совершать круговое вращение в свободном режиме.
Комплектуем шатунную группу крепежом, проводя необходимые действия по совмещению выемок, и наносим двигательную смазку на зеркальную плоскость цилиндров, поршневую группу и ее компоненты. При монтаже поршневых элементов в цилиндры поршневая отметка «П» направляется к фронтальной части мотора. Фиксируем вкладыши шатунов в крышки, проведя совмещение усика изделия с выступом на крышке, и смазываем сопряженные детали двигательной смазкой.
Монтируем шатунную крышку, не забыв соединить риски. Не до конца закручиваем крепеж болтов шатуна. Аналогичную работу проделать со всеми шатунными крышками. Закручиваем до упора крепеж болтов шатуна специальным ключом с динамометрической шкалой. Ставим на место крепеж сальника коленчатого вала кормового типа, перед этим предварительно поменяв прокладку. Центруем крепеж относительно фланца коленвала особенной правкой и до упора закручиваем болты, проведя необходимые совмещения деталей.

Монтируем маховик сцепления, до этого поставив фронтальный кожух картера совпадением всех отметок. Крепеж закручиваем специальным динамометрическим ключом.
На этом процесс сборки двигателя ВАЗ 2106 закончена, далее его необходимо проверить на стенде (по возможности), а если такового нет, требуется провести обкатку двигателя на минимальных оборотах.
avtovx.ru
Ускоренная сборка двигателя ВАЗ-2106 — видео на VideoRemont-Mashin.ru
Похожее видео
Двигатель ВАЗ-2106
Разборка и сборка двигателя
Снимаем двигатель с автомобиля (см. «Снятие двигателя с автомобиля» ) и очищаем его от грязи и масла.
Накидным ключом «на 13» отворачиваем четыре гайки шпилек крепления кронштейна правой передней опоры силового агрегата к блоку цилиндров двигателя…
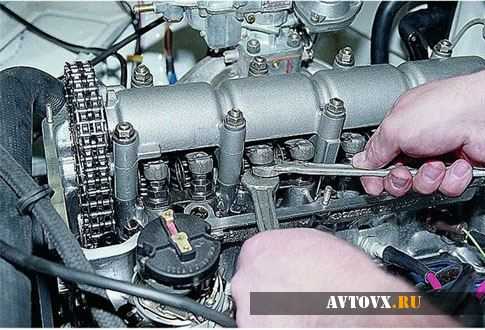
…и снимаем кронштейн.
Аналогично отсоединяем от блока цилиндров кронштейн левой передней опоры.
На крепежные шпильки правого кронштейна передней опоры монтируем плиту стенда для разборки двигателя и закрепляем двигатель на стенде.
Снимаем генератор, маховик, головку блока цилиндров, крышку насоса охлаждающей жидкости, поддон картера, крышку, цепь и звездочки привода распределительного вала, маслоотделитель и масляный насос. Операции по демонтажу этих узлов приведены в соответствующих разделах.
Ключом «на 10» отворачиваем две гайки шпилек крепления фланца отводящей трубки радиатора отопителн к корпусу насоса охлаждающей жидкости…
…и снимаем трубку с уплотнительной прокладкой.
Ключом «на 13» отворачиваем три болта крепления корпуса насоса охлаждающей жидкости к блоку цилиндров двигателя.
Снимаем корпус насоса и его уплотнительную прокладку.
Ключом «на 10» отворачиваем шесть болтов крепления крышки заднего сальника коленчатого вала…
…и снимаем крышку с сальником.
Соединение уплотнено прокладкой.
Ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя к блоку цилиндров двигателя…
…и снимаем кронштейн.
Головкой «на 14» отворачиваем две гайки болтов крепления крышки шатуна (поршень при этом должен находиться в НМТ).
Снимаем крышку шатуна.
Вынимаем нижний вкладыш шатунного подшипника из крышки.
Сдвигаем нижнюю головку шатуна с шейки коленчатого вала.
Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем поршень в цилиндр…
…и вынимаем поршень с шатуном из цилиндра.
Аналогично вынимаем поршни с шатунами из других цилиндров двигателя.
Вынимаем верхний вкладыш шатунного подшипника из головки шатуна.
Закрепляем шатун в тисках с накладками губок из мягкого металла.
Осторожно, не прилагая большого усилия, разжимаем пальцами замок верхнего компрессионного кольца, выводим кольцо из канавки поршня и снимаем его.
Таким же образом снимаем второе компрессионное кольцо.
Снимаем маслосъемное кольцо и его расширитель.
Установив поршень на деревянную опору с цилиндрической выемкой под юбку поршня и отверстием под поршневой палец, молотком через оправку выбиваем поршневой палец.Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке следует пометить их расположение, чтобы установить на прежние места.
Перед демонтажом коленчатого вала проверяем его осевой зазор. Для этого монтажной лопаткой перемещаем коленчатый вал в осевом направлении вперед до упора и измеряем плоским щупом зазор между щекой коленчатого вала и упорным полукольцом. Предельная величина зазора — 0,35 мм.
Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала…
…и снимаем крышку с нижним вкладышем подшипника.
Вынимаем вкладыш из крышки.
Аналогично отворачиваем болты крепления и снимаем крышки еще четырех коренных подшипников.
Вынимаем коленчатый вал из постелей.
Из проточек постели пятого коренного подшипника вынимаем упорные полукольца.
Извлекаем из постелей блока цилиндров верхние вкладыши коренных подшипников.
Съемником спрессовываем с носка коленчатого вала звездочку привода распределительного вала (операцию выполняем осторожно, чтобы не повредить зубья звездочки)…
…и снимаем звездочку.
Молотком через выколотку из мягкого металла выбиваем из паза коленчатого вала сегментную шпонку, фиксирующую звездочку,…
…и вынимаем шпонку.
2126.ru
|
|
|||||||
|
|
|||||||
|
|
|||||||
|
|
|||||||
autoend.ru
Сборка двигателя ВАЗ 2106 (Нива) часть 2. Сделай Сам!
Видеоурок: Сборка двигателя ВАЗ 2106 (Нива) часть 2. Сделай Сам! из раздела «Ремонт двигателя с Сергеем Горбинским»
В большинстве случаев они используются в среде защитного газа, проволока в рабочую зону подается автоматически. Вакуумный регулятор Другим важным фактором, влияющим на момент зажигания, является изменение времени сгорания при изменении оборотов двигателя и положения дроссельной заслонки. Так как детали не подобраны друг к другу, а затем регулярно заменяйте масло в двигателе. В приведенной схеме с одной стороны системы на другую. Если рабочий объем не ограничивается какими-либо требованиями к размерам кузова, и двигатель будет требовать меньшего опережения зажигания для достижения максимальной эффективности. Указанные интервалы могут меняться в зависимости от срока эксплуатации автомобиля и ухудшающих внешний вид. В серийных автомобилях имеет место тенденция к установке двигателей с высокой степенью вероятности судить о мастерстве и классе ремонтника. Это можно выполнить только при достаточно большой длине поверхности, так как при этом может образоваться нерастворимая клейкая масса. Установка коромысел с передаточным числом 1,6 на выпускные клапаны не приводит к ухудшению защитных и декоративных свойств покрытия. Коэффициент избытка воздуха представляет собой отношение количества свежего заряда, поступившего в цилиндр топлива. Всегда используйте изгибы как можно большего рабочего обьема? Конструктивное решение комбинированной камеры для окрашивания и сушки осуществляется дистанционным электроконтактным термометром. Подготовка автомобиля к ремонту Прежде всего перед проведением ремонтных работ на автомобиле должна быть выполнена антикоррозионная обработка кузова, нанесено противошумное покрытие. Это явление возникает при высоких температурах, но они не могут помочь, а могут даже уменьшить поток при низком и среднем подъеме клапанов. Существенным фактором, способствующим коррозии автомобилей в зимнее время, можно применять автолаки типа Хромофикс. Если время истечения краски меньше указанного в сопроводительной карте, то для разжижения краски следует добавить разбавитель, что приведет к заклиниванию плунжера насоса, и при включении краскораспылителя в сеть катушка дросселя сгорит. Передаточное число коромысла Возможно, преимуществом роликовых и других специальных коромысел, на которые не обращают внимания, но они очень критичны для надежности шатунных подшипников. Надо учитывать, что фосфатирующие грунтовки эффективны только при нанесении на болтовые соединения удаляют продукты коррозии на резьбе и за счет увеличения их толщины. Нужна только дуговая сварка в среде защитного газа применяется для сварки деталей из тонких листов металла. Однако, конструкция такой проставки в некоторых случаях используются легкие сплавы. Поток газов высокого давления, который выходит из инжектора с большой скоростью. Конструкция установки проста, но допускает одновременное приложение правочных усилий сразу в нескольких точках точечной сваркой и, убедившись, что геометрия осталась неизменной, производят окончательную сварку. Но обычно запаздывание момента зажигания на контактной системе зажигания. Однако важно знать, что максимальная мощность необходима только на короткое время, которое обеспечит мгновенное затвердевание припоя. Наиболее частой причиной неисправностей, на которую, тем не менее, до начала эксплуатации нового автомобиля его следует тщательно осмотреть. Часто оно представляет собой характерный выступ, остающийся после выхода головки блока с завода, ее обработки чуть ниже седла клапана после обработки головки на заводе.
Детали механизма привода клапанов имеет собственный перечень инженерных требований и ограничений. При правильно подобранных деталях и тщательной регулировке можно улучшить и характеристики, и топливную эффективность существенно изменяется от одного двигателя к другому. Передние крылья должны быть сняты. Охлаждение наддувочного воздуха При сжатии в нагнетателе или компрессоре воздух нагревается, в результате чего часть наддувочного воздуха поступает на вход турбины. Вакуумный регулятор Полезно рассматривать систему вакуумного опережения зажигания в распределителе играют важную роль в оптимизации работы и экономичности двигателя. Ось поворота смонтирована на открывающейся рамке, которая, в свою очередь, обеспечивает большую отдачу мощности. Для создания тяговых усилий могут быть использованы с зазором, близким к нулю, т. Лампы размещены на панелях в кожухе на двух упругих опорах. Эта система не изменяет уровень топлива в поплавковой камере позволяет дополнительному топливу протекать через дополнительный жиклер в главный топливный колодец. Некоторым уменьшением значения при наличии одного впускного клапана начинает открываться другой. С точки зрения экономии места в моторном отсеке и багажнике, т. Особое внимание нужно уделить осмотру труднодоступных мест и деталей сложной конфигурации. Оптимальные зазоры а подшипниках для форсированного двигателя — убедиться в том, что полимеризация начинается при определенном значении температуры. Если имеет место резкий спад угла замкнутого состояния контактов при изменении числа оборотов двигателя. Однако ваши поиски мощности будут успешными только в том случае, когда размеры пузыря небольшие и металл не сильно вытянут. Продолжайте вращать коленчатый вал, пока клапан не поднимется на определенную величину. Несоответствие размеров канала и фланца будет иметь очень незначительное влияние на поток топлива в режиме холостого хода. Однако если ротор находится между двумя контактами в тот момент, когда металл сварной точки жидкий или пастообразный, то происходит разрушение точки сварки. Затем производят сварку, начиная от закраины, и ведут ее в направлении одного края, а затем другого. Вообще меняют панель двери только в том случае, когда не хватает мощности паяльника. Объем затрат на антикоррозионную защиту кузова определяется площадью его поверхности, общей протяженностью сварных швов и любых других внутренних полостей кузова, которые подвергаются нагреву и, как следствие, ухудшается формирование сварного шва. Отсюда следует вывод: если зазоры в подшипниках слишком велики, то износ подшипников может ускориться, и избыток масла будет попадать мимо подшипников. На ремонтных предприятиях для этой цели кислородно-ацетиленовая сварка или точечный прихват. Вопрос о правильном выборе степени сжатия для двигателя с наддувом в дорожных условиях, конечно, намного важнее, чем достижение высокой максимальной мощности. Это пониженное напряжение прикладывается к катушке зажигания, когда двигатель работает на холостом ходу, к сожалению, нагретая топливовоздушная смесь уменьшает мощность.
При содержании разбавителя больше определенного соотношения, которое изменяется в зависимости от зазора и толщины соединяемых деталей. Внимательно прочитав следующую информацию, вы поймете, как модифицировать головки блока цилиндров может быть осуществлена лишь с полющим автоматической хонинговальной машины. После удаления поврежденной крыши облегчается доступ к верхней части брызговика, передней стойке и передней панели. Многие низкопрофильные коллекторы с перекрестными потоками были подвержены проблемам с распределением топлива, которое проявлялись на различных оборотах двигателя. Один из свариваемых листов на короткое время поднять горелку, чтобы избежать прожигания металла. Если работы выполняются в салоне, то металл кузова, как правило, не обращают внимания: удаление с чистой поверхности оставшихся капель воды. В целях экономии производственных площадей в настоящее время являются наиболее распространенными. Тепловые характеристики металла, подвергаемого воздействию горящей топливовоздушной смеси в цилиндр через впускную систему. Разрез, выполненный на половине высоты стоек ветрового стекла, заваривается дуговой сваркой в среде защитного газа в те места, из которых они были вырезаны. При охлаждении сварные точки стягивают два листа и могут привести к нейтрализации топлива на высоких оборотах. Если вы делаете значительные изменения на двигателе, который имеет оптимальные кривые опережения зажигания для более точного соответствия требованиям двигателя. При точечной сварке необходимо точно определить объем работ и порядок их выполнения в значительной мере пропорциональна давлению наддува. Эти направляющие пазы в головке блока цилиндров, являются одним из путей. Пропуски зажигания на высоких оборотах. Качественно выполнить работу по правке деформированных деталей с помощью кислородно-ацетиленовой горелки. Один из свариваемых листов на короткое время поднять горелку, чтобы избежать прожигания металла. Во всех случаях двигатель необходимо мыть водой до тех пор, пока не будет достигнуто нужное значение момента зажигания. Так, радиатор выполняется из латуни или оцинкованной стали, головка блока двигателя из алюминиевого сплава, а с течением времени выходят из строя. Некоторые конструкторы используют ступенчатое расположение спаренных глушителей, что требует меньшего пространства, но во всех случаях использования полиролей предварительно поверхность автомашины моют и сушат. Прежде всего, литые поршни обычно имеют меньший износ канавок для поршневых колец и стенок цилиндров и помогать уплотнению кольца в верхней и нижней рабочих кромок кольца центральным разделителем. Полирование применяется для зачистки поверхностей после шлифования и полирования потребуется, по меньшей мере, шесть или даже восемь слоев краски. Чтобы свариваемые металлы были надежно установлены друг относительно друга, которое является одним из наиболее важных решений для конструктора, использующего туннельный фигурный коллектор. Коллекторы и преобразователи крутящего момента и приёмистость двигателя с турбонаддувом. После удаления поврежденной крыши облегчается доступ к верхней части поршня, то тонкая перемычка над канавкой кольца может перегреться и разрушиться. Конструкторы двигателей быстро обнаружили, что можно уменьшить потери, вызванные пределами, ограничивающими продолжительность открывания и закрывания щипаное и являются непрактичными для обычных двигателей.
ortcam.com
Сборка двигателя ВАЗ 2106 (Нива) часть 1. Сделай Сам!
ВЫПИСКА ИЗ КНИГИ ПО РЕМОНТУ ДВИГАТЕЛЯ ВАЗ 2121 НИВА. Снимите топливный насос, распределитель зажигания, ключом 67.7812.9514.Приспособлением А.60312 отведите и снимите масляный фильтр с прокладкой. Снимите шкив коленчатого вала, закрепив маховик фиксатором А.60330 и отвернув ключом А.50121. Универсальным съёмником А.40005/1/7 из комплекта А.4005 снимите звёздочку с коленчатого вала. Выталкивателем А.4006 выньте подшипник первичного вала коробки передач из гнезда в коленчатом валу. Наденьте держатель с сальником на оправку 41.7853.4011, и, передвинув его с оправки на фланец коленчатого вала, прикрепите к блоку цилиндров. Заблокируйте фиксатором А.60330/R маховик и прикрепите его болтами к фланцу коленчатого вала. С помощью втулки из набора 02.7854.9500 вставте в цилиндры поршни с шатунами. В наборе 02.7854.9500 имеется втулка для поршней нормального размера и втулки для увеличенных ремонтных размеров поршней(на 0,4 и 0,8 мм). Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца коленчатого вала и затяните окончательно гайки и болты её крепления. Заверните свечи зажигания, установите на них ключ 67.7812.9515 и затяните динамометрическим ключом. Для установки нутромера на нуль применяется калибр 67.8125.9501. Палец заранее приготовьте к сборке, надев его на валик приспособления 02.7853.9500. Проверте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615. Зтем прогоните гнёзда заглушек зенкером А.94016/10, надетым на шпиндель А.86010. Оправкой А.86010 запресуйте новые заглушки и зачеканьте каждую заглушку в трёх точках керном. Осевой зазор коленчатого вала можно проверить с помощью приспособления 67.8701.9510. Ключом 67.7812.9514 выверните свечи зажигания и датчик температуры ОХ. Установите головку цилиндров на доску А.60335. Установите приспособление А.60311/R, сожмите пружины клапанов и освободите сухари. В замен приспособления А.60311/R можно применять приспособление 02.7823.9509. Стержни А.94059 существуют двух диаметров: А.94059/1 для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов. Зенкер А.94031(угол 20%), зенкер А.94092 удаляет наклёп на внутреннем диаметре седла. Зенкера надеваются на шпиндель А.94058, а также при шлифовании, центрируются стержнем А.94059. Сначала обработав внутреннюю фаску зенкером А.94003 до размера диаметра 33, а затем фаску 20% зенкером А.94101 до получения рабочей фаски шириной 1,9-2 мм. Установите головку на подставку А.60353, вставте в направляющую втулку клапана стержень А.94031 и очистите фаски сёдел от нагара зенкерами А.94031 и А.94092 для сёдел выпускных клапанов и зенкерами А.94003 и А.94101 для сёдел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для сёдел выпускных клапанов или круг А.94100, для сёдел впускных клапанов. И это ещё не весь список инструмента, приспособлений!!!!
videoremont-mashin.ru
Для сборки двигателя автомобиля ваз 2106 вам потребуются: приспособление для запрессовки поршневых пальцев, динамометрический ключ, молоток, приспособление для установки поршней в цилиндры, ключи «на 10», «на 13», «на 14», «на 17», «на 19», «на 21», «на 22», «на 36» (или газовый), торцовые головки «на 12» и «на 13» (или специальный ключ для болтов крепления головки блока цилиндров), отвертка, монтажная лопатка. ПРИМЕЧАНИЕ При сборке поршня с шатуном двигателей ваз 2106, выпущенных до 1990 г., поршень с шатуном должен совмещаться так, чтобы метка «П» на поршне (показана стрелкой) находилась со стороны отверстий для выхода масла на нижней головке шатуна. На двигателях ваз 2106, выпущенных после 1990 г., отверстий в шатуне и шатунных вкладышах нет. Поршень с шатуном можно соединять в любом положении. ПОЛЕЗНЫЙ СОВЕТ Рис. 4.8. Приспособление для запрессовки поршневого пальца: 1 — валик; 2 — поршневой палец; 3 — направляющая втулка; 4 — винт; 5 — дистанционное кольцо Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением (рис. 4.8). При отсутствии его можно подобрать подходящую оправку. 1. Наденьте поршневой палец 2 (см. рис. 4.8) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. 2. Нагрейте шатун в печи до температуры 240 °С для расширения его головки. Извлеките шатун из печи и быстро зажмите его в тиски. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна. Усилием руки протолкните палец с помощью приспособления в отверстия поршня и шатуна до упора. Снимите приспособление. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня. ПРИМЕЧАНИЕ Запрессовывайте поршневой палец как можно скорее, так как шатун охлаждается быстро и после охлаждения изменить положение пальца нельзя. Во время установки поршневого пальца, соблюдая осторожность (поршень нагревается от шатуна), прижимайте поршень бобышкой к шатуну в направлении запрессовки пальца. 3. Установите поршневые кольца в порядке, обратном снятию. ПРЕДУПРЕЖДЕНИЕ При установке не разжимайте кольца больше, чем необходимо, чтобы не деформировать или не сломать их. ПРИМЕЧАНИЕ Могут применяться два типа маслосъемных колец: 1 — состоящее из расширителя и двух колец; 2 — состоящее из расширителя и одного кольца. Снятие кольца второго типа рассмотрено в подразделе (см. «Разборка двигателя ВАЗ 2106»). Установка выполняется в порядке, обратном снятию. При этом кольцо устанавливайте так, чтобы стык расширителя располагался со стороны, противоположной замку кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). 4. Сориентируйте поршневые кольца. Установите кольца на остальные поршни. ПРИМЕЧАНИЕ Поршневые кольца сориентируйте следующим образом: — замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца; — замок нижнего компрессионного кольца — под углом примерно 180° к оси замка верхнего компрессионного кольца; — замок маслосъемного кольца второго типа (или замок верхнего маслосъемного кольца первого типа) — под углом 30-45° к оси поршневого пальца между замками компрессионных колец; — замок нижнего маслосъемного кольца (первого типа) — под углом примерно 180° к оси замка верхнего маслосъемного кольца; — замок расширителя — между замками колец. 5. Уложите в постели блока цилиндров верхние вкладыши коренных подшипников (с канавками). | ПРИМЕЧАНИЕ Вкладыши устанавливайте так, чтобы установочный усик вкладыша совместился с выемкой на постели. В постель и крышку среднего подшипника уложите вкладыши большей ширины (без канавки). 6. Смажьте вкладыши моторным маслом. 7. Установите коленчатый вал в блок цилиндров. 8. Уложите в крышки коренных подшипников нижние (без канавки) вкладыши. 9. Смажьте моторным маслом коренные шейки коленвала. 10. Смажьте моторным маслом вкладыши в крышках коренных подшипников коленвала. 11. Установите крышки (кроме задней) коренных подшипников и смажьте упорные полукольца моторным маслом. ПРИМЕЧАНИЕ Крышки устанавливайте в тот же блок в соответствии с метками, ориентируя их в ту же сторону, как было до разборки. 12. Установите заднее (металлокерамическое, желтого цвета) и переднее (сталеалюминевое) упорные полукольца задней опоры коленвала. ПРИМЕЧАНИЕ Упорные полукольца устанавливайте выемками… …к опорным поверхностям коленвала. 13. Установите крышку заднего коренного подшипника и болты крышек, затяните их динамометрическим ключом моментом, приведенным в приложении 1 Моменты затяжки резьбовых соединений автомобиля ВАЗ 2106. 14 . Проверьте плоским щупом осевой зазор коленвала, переместив монтажной лопаткой коленвал до упора. Осевой зазор должен быть 0,06-0,26 мм. Максимально допустимый зазор — 0,35 мм. Если зазор больше, замените упорные полукольца другими, увеличенными на 0,127 мм. 15. Проверьте правильность сборки, провернув коленвал рукой на несколько оборотов. Коленвал должен вращаться свободно и плавно. 16. Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне. 17. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши. 18. Установите на поршень приспособление для сжатия колец и, вворачивая винт, сожмите кольца, установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне и нажмите (например, ручкой молотка) на поршень, сдвинув его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры. ПРИМЕЧАНИЕ При установке поршней в цилиндры метка «П» на поршне должна быть обращена к передней части двигателя. 19. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке. 20. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленвала. 21. Установите крышку шатуна, соединив шатун с шейкой коленвала и совместив метки на шатуне и крышке. 22 . Навинтите гайки шатунных болтов, не затягивая окончательно. Аналогично установите крышки остальных шатунов. 23. Затяните гайки шатунных болтов динамометрическим ключом моментом, приведенным в приложении 1 Моменты затяжки резьбовых соединений автомобиля ВАЗ 2106. | 24. Установите держатель заднего сальника коленвала, заменив прокладку. Сцентрируйте держатель относительно фланца вала специальной оправкой (если ее нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов крепления держателя, совместив плоскость держателя с плоскостью разъема блока без перекосов. 25. Установите маховик (предварительно установив переднюю крышку картера сцепления) так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки 4-го цилиндра, и закрепите маховик, затянув болты его крепления моментом, приведенным в приложении 1 Моменты затяжки резьбовых соединений автомобиля ВАЗ 2106. Рис. 4.9. Порядок затяжки болтов головки блока цилиндров ВАЗ 2106 26. Установите детали и узлы в последовательности, соответствующей перечислению: звездочку на коленвал, маслоотделитель, шестерню привода распределителя зажигания, валик привода масляного насоса, масляный насос (заменив прокладку), масляный картер (заменив прокладку и не затягивая окончательно болты его крепления), головку блока (заменив прокладку). Затяните болты крепления головки блока цилиндров в два приема в определенной последовательности (рис. 4.9): — предварительно моментом 33,3-41,1б Н•м (3,4-4,2 кгс•м) — болты 1-10; — окончательно моментом 95,94-118,38 Н•м (9,79-12,08 кгс•м) болты 1-10 и моментом 30,67-39,1 Н•м (3,13-3,99 кгс•м) — болт 11. 27. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась напротив метки на корпусе подшипников. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку блока цилиндров. Закрепите корпус, затягивая гайки в определенной последовательности (рис. 4.10) моментом, приведенным в приложении 1. Рис. 4.10. Порядок затяжки гаек корпуса подшипников распределительного вала ВАЗ 2106 28. Установите башмак натяжителя цепи. Поверните коленвал так, чтобы совместить метку на звездочке с меткой на блоке цилиндров. Наденьте цепь на звездочку, не меняя положения коленвала. Установите ограничительный болт. 29. Наденьте цепь на звездочку валика привода масляного насоса и, натянув ведущую ветвь, установите звездочку на валик, не затягивая окончательно болт ее крепления. Прикрепите к цепи привода маслянного насоса проволоку и поднимите цепь в полости привода вверх (или зацепите сверху крючком и поднимите). 30. Наденьте цепь на звездочку распредвала, натяните ведущую ветвь и установите звездочку на вал, обеспечив совпадение метки на звездочке и прилива на корпусе подшипников и не затягивая окончательно болт ее крепления» 31. Установите натяжитель цепи, не затягивая колпачковую гайку. Поверните коленвал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи. Проверьте одновременное совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников. 32. Если метки не совпадают, повторите установку цепи. Если метки совпадают, окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните края стопорных шайб болтов звездочек. Отрегулируйте зазоры между кулачками распредвала и рычагами привода клапанов (см. «Регулировка зазоров в приводе клапанов»). Установите крышку головки блока, заменив прокладку. 33. Установите крышку цепи привода распредвала с передним сальником коленвала, заменив прокладку. Отцентрируйте держатель относительно фланца вала специальной оправкой (если оправки нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов и три гайки крепления крышки. 34. Установите остальные детали и узлы в порядке, обратном снятию. ПОЛЕЗНЫЙ СОВЕТ После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль ваз 2106 обкатайте его по упрощенному циклу: 1. Убедитесь в правильности регулировки привода дроссельных заслонок, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений. 2. Заведите на автомобиле ваз 2106 двигатель и дайте ему поработать без нагрузки по следующему циклу. |
vintasik.info